
ایران بورد الکتریک
" جیگ و مبانی طراحی آن "

پیام صمدی (کارشناس ارشد مهندسی مواد و متالورژی)
رضا مهتر قرهداغی (کارشناس ارشد خوردگی و حفاظت از مواد)
چکیده :
بدون تردید بقای یک واحد آبکاری به تعداد و کیفیت قطعاتی وابسته است که در یک زمان مشخص پوشش می دهد. به عبارت دیگر هزینه های جاری در آبکاری نظیر دستمزد، مواد شیمیایی، انرژی و ... از درآمد حاصل از آبکاری قطعات تامین می گردد. از همین رو راهکارهای متعددی به کار گرفته می شود تا تعداد قطعات آبکاری شده در مدت زمان کاری مشخص افزایش یابد. در این میان جیگ، که به آن فیکسچر، شابلون و یا رک نیز گفته می شود، به عنوان وسیله ای کارآمد در انتقال قطعات در طول خط نقش بسیار مهمی را در میزان تیراژ و کیفیت آبکاری ایفا می نماید، چرا که با طراحی مناسب آن می توان تعداد قطعاتی را که در هر سیکل وارد خط می گردند را افزایش داده و در نتیجه به طور همزمان تعداد قطعات بیشتری را آبکاری نمود. از سوی دیگر با ثابت نگهداشتن موقعیت قطعات در طول فرآیندها، امکان دستیابی به نتایج تکرار پذیر فراهم می شود که این به مفهوم تضمین کیفیت آبکاری خواهد بود. به هنگام طراحی و انتخاب نوع جیگ باید نکات متعددی را در نظر داشت که نظر به اهمیت آنها، در این مقاله به جیگ و الزامات مربوط به طراحی آن می پردازیم.

مقدمه :
شاید آن روزی که آبکاری جای خود را به عنوان صنعتی نو پا در میان سایر صنایع باز می کرد و جرقه های اولیه ی آبکاری صنعتی با مفهوم امروزی زده می شد، تصوری از این حجم استقبال از آن وجود نداشت. این در حالیست که در حال حاضر این صنعت تا حدی پیشرفت نموده است که تاثیر آن را می توان تقریباً در تمامی ارکان زندگی بشر مشاهده نمود. بدیهی است که پاسخگویی به این میزان از تقاضا نیازمند استفاده از تجهیزات کارآمدی می باشد که در نتیجه ی آن بتوان به تولید با کیفیت و انبوه دست یافت. مشخص ترین پارامتر در ارزشیابی راندمان یک واحد آبکاری تعداد قطعه ی پوشش داده شده در هر روز کاری است و از همین رو صاحبان واحد های آبکاری از هر روشی جهت افزایش آن استفاده می نمایند. گفتنی است که در اکثر کشورهای جهان که مقدار مالیات و هزینه های مرتبط با تولید رقم قابل توجهی می باشد، تلاش می شود که از هر متر مربع کارگاه بیشترین میزان بهره برداری صورت پذیرد تا به این ترتیب ادامه ی فعالیت آنها دارای توجیه اقتصادی باشد.
در حالت کلی دو روش در آبکاری قطعات به کار گرفته می شود که عبارتند از بشکه ای (Barrel) و آویز (Rack). آبکاری بشکه ای روشی است که طی آن قطعات ریز که امکان انتقال آنها بوسیله ی سیم و یا جیگ در طول خط آبکاری وجود ندارد و یا به دلیل شکل هندسی و اندازه از لحاظ اقتصادی توجیه پذیر نمی باشد را به درون محفظه های مشخصی می ریزند و به صورت حجمی آنها را تحت فرآیندهای آبکاری قرار می دهند. از آنجائیکه این روش از آبکاری به صورت حجمی است، به هنگام برآورد نمودن ظرفیت خط، مقدار وزن قطعاتی را که در هر سیکل می توان داخل محفظه ها جاگذاری نمود مورد ارزیابی قرار می گیرد و از همین رو متقاضیان این روش به هنگام سفارش محفظه ها از فاکتور وزن استفاده می کنند. در شکل 1 تصاویری از این روش از آبکاری ارائه شده است.

شکل 1. تصاویری از قسمت های خارجی و داخلی محفظه ی آبکاری به شیوه ی بارل
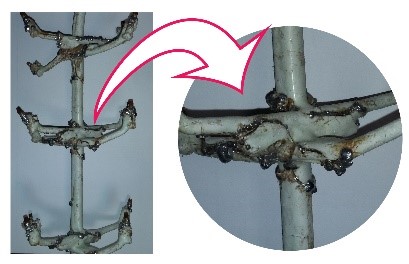
از سوی دیگر آبکاری قطعاتی که به دلیل اندازه، هندسه و یا سایر ویژگی های حاکم بر آنها امکان آبکاری به شیوه ی بشکه ای را ندارند، بوسیله ی جیگ و یا سیم درون خط آبکاری جابجا شده و مراحل مختلف آبکاری را طی می نمایند که به این روش، آبکاری آویز می گویند. معمولاً کیفیت پوشش در آبکاری به روش آویز نسبت به بارل بهتر است. در شکل 2 نمایی از آبکاری اگزوز به شیوه ی آویز نشان داده شده است.

شکل 2. تصویری از نحوه ی جاگذاری اگزوز بر روی جیگ جهت آبکاری به شیوه ی آویز
در این مقاله آبکاری به شیوه ی آویز مورد نظر می باشد که خود روش های مختلفی را شامل می شود اما پیش از ورود به بحث، برخی مفاهیم کاربردی مرتبط با این مقوله را مرور می نماییم.
دانسیته جریان (Current Density):عبارتست از مقدار جریان وارد شده به واحد سطح که معمولاً با واحد آمپر بر دسی متر مربع (A / dm2) نشان داده می شود. همانگونه که از توصیف این پارامتر برداشت می شود با کم شدن مساحت، عدد مربوط به دانسیته ی جریان افزایش می یابد. به عبارت دیگر در قسمت هایی از قطعه که لبه های تیز، حفره و خم وجود دارد با افزایش موضعی دانسیته جریان بر روی قطعه مواجه خواهیم بود. هر فرآیند آبکاری دارای محدوده ی مشخصی از دانسیته جریان می باشد که در جدول 1 نمونه هایی از آنها ارائه شده است و باید توجه نمود که به هنگام اعمال جریان به قطعه از آن خارج نشویم.
جدول 1. محدوده ی دانسیته جریان کاتدی برای برخی فرآیندهای رایج.
|
نوع آبکاری |
محدوده ی دانسیته ی جریان (A / dm2) |
|
قلع براق |
5/2 - 1 |
|
مس اسیدی |
6 - 1 |
|
نیکل براق |
7 - 2 |
|
کروم تزئینی |
25 - 10 |
راندمان جریان (Current Efficiency): طبق قانون فارادی واکنش الکتروشیمیایی صورت گرفته بر روی قطعه کار که منجر به تشکیل پوشش می گردد با میزان جریان برق عبوری رابطه ی مستقیم دارد. راندمان جریان با استفاده از رابطه ی زیر تعریف می شود:
CE = ( Wact / Wtheo ) × 100
که در این رابطه CE راندمان جریان، Wact جرم راسب شده بر روی قطعه کار در عمل و Wtheo مقدار جرمی که بر مبنای قانون فارادی پیش بینی می شود بر روی قطعه رسوب یابد. مقدار جرم راسب شده بر مبنای قانون فارادی توسط رابطه ی زیر به دست می آید:
Wtheo = I .t . M / n . F
که متغیرهای این رابطه عبارتند از: دانسیته جریان اعمالی (I)، زمان آبکاری (t)، جرم مولکولی عنصر (M)، ظرفیت عنصر (n) و ثابت فارادی (F) می باشند. در این میان به دلیل وقوع واکنش های جانبی، نظیر احیا شدن هیدروژن، راندمان جریان کاتدی همواره کمتر از 100 % می باشد. به طور مثال در مورد محلول نیکل براق راندمان جریان کاتدی در حدود 98 درصد می باشد در حالیکه در آبکاری کروم تزئینی این عدد بین 10 تا 30 درصد می باشد. سر منشاء این اختلافات در ماهیت محلول ها و واکنش های جانبی است که بر روی قطعه کار صورت می گیرد.
توزیع جریان (Current Distribution): با توجه به هندسه ی قطعه و متناسب با برجستگی ها و فرو رفتگی های آن و نیز فاصله ی میان قطعه (کاتد) و آند، جریان الکتریکی اعمال شده بر روی آن توزیع می گردد. نواحی دارای برجستگی را اصطلاحاً مناطق با دانسیته جریان بالا (High Current Density) و نواحی دارای فرورفتگی را مناطق با دانسیته جریان پایین (Low Current Density) می نامیم. از آنجائیکه ضخامت پوشش ایجاد شده بر روی قطعه رابطه ی مستقیم با دانسیته ی جریان دارد، نکته ی کلیدی در دستیابی به پوشش یکنواخت، نحوه ی توزیع دانسیته جریان بر روی قطعه کار می باشد. طراحی نگهدارنده ی قطعه باید به نحوی باشد که اختلاف ضخامت پوشش میان مناطق با دانسیته جریان بالا و پایین کمترین میزان ممکن باشد.
در آبکاری باید شرایط را برای کلیه ی متغیرهای تاثیرگذار، از جمله متغیرهای مذکور، به گونه ای مهیا نمود که نهایتاً قطعه پس از طی فرآیندهای مربوطه، کلیه ی ویژگی های تعریف شده از نقطه نظر تزئینی و مهندسی را دارا باشد. در آبکاری به شیوه ی آویز (Rack) سه روش رایج می باشد که عبارتند از :
1- سیم بندی قطعات
2- استفاده از جیگ
3- استفاده ی ترکیبی از جیگ و سیم
در ادامه و نظر به اینکه استفاده از روش سیم بندی کماکان رایج می باشد، به اختصار به آن پرداخته می شود.
سیم بندی:
عموماً آبکاران با بکارگیری تجربه ی کاری خود از روش هایی که صرفه ی اقتصادی داشته باشند استفاده می نمایند تا به این ترتیب قطعات مورد نظر را در طول خط جابجا نمایند و در این میان از جمله رایج ترین روش هایی که در کارگاه های آبکاری استفاده می شود، روش سیم بندی است. این تکنیک در مورد قطعات کوچک و سبک ممکن است کارایی داشته باشد اما در مورد قطعات بزرگتر استفاده از آن با چالش همراه خواهد بود. در این روش قطعات را به صورت تکی و یا چند تایی با رشته سیم هایی که معمولاً مسی می باشند به یکدیگر متصل نموده و در طول خط جابه جا می نمایند. در شکل 3 تصویری از قطعات سیم بندی شده نشان داده شده است.

شکل 3. تصویری از قطعات برنجی سیم بندی شده.
شاید در نگاه نخست سهولت در کار عمده ترین دلیل استفاده از این روش باشد اما این روش با تمام ویژگی هایی که دارد معایبی را نیز می تواند به همراه داشته باشد که در اینجا به برخی از آنها اشاره می شود :
1- احتمال پاره شدن سیم در اثر وزن قطعه و سقوط آن به درون وان که می تواند منجر به آلوده شدن محلول و نیز آسیب رسیدن به کف وان و سایر تجهیزات گردد.
2- محدودیت در اعمال جریان برق به دلیل مقطع نازک سیم مسی و در نتیجه گرم شدن آن در اثر عبور جریان زیاد که می تواند باعث بروز ذوب نقطه ای و در نتیجه پاره شدن سیم گردد.
3- حرکت آزادانه قطعه و احتمال برخورد آن با سایر قطعات و نیز تجهیزات جانبی درون وان نظیر گرم کن ها.
4- آلوده شدن محلول ها بواسطه ی انحلال سیم.
5- دور ریز مواد در نتیجه ی آبکاری شدن سیم ها.
6- هزینه های مربوط به تامین سیم و نیز نیروی انسانی جهت باز و بستن نمودن آن.
7- جا ماندن نقطه اثر سیم بر روی قطعات.
با وجود تمامی معایب مذکور، کماکان روش سیم بندی در واحد های آبکاری استفاده می شود و این در حالیست که اگر تبعات اقتصادی معایب اشاره شده در نظر گرفته شود به طور حتم در بکارگیری این روش بازنگری خواهد شد.
ضرورتی به نام جیگ :
هنگامی که می خواهیم قطعه ای را به شیوه ی آویز آبکاری نماییم دو موضوع را باید در نظر بگیریم:
الف) نگهداشتن قطعه در محلول و برق رسانی به آن.
ب ) ایجاد کمترین اثر نقاط اتصال بر روی قطعه و حداکثر توان پوشش دهی.
جیگ که در برخی موارد با نام های دیگری همچون فیکسچر، شابلون و یا رک از آن یاد می شود ابزاری است که این خواسته ها را به بهترین حالت ممکن برآورده می کند. جیگ از جمله مهمترین تجهیزاتی است که نقش تعیین کننده ای را در افزایش مقدار تیراژ تولید واحد آبکاری دارد. جیگ عملکرد چندگانه ای دارد که مهمترین آنها به شرح زیر می باشد :
1- جابجا نمودن چندین قطعه به صورت همزمان در طول خط بدون تماس آنها با سایر قطعات
2- انتقال یکنواخت برق به قطعه و ایجاد شرایط یکسان جهت تشکیل پوشش
3- افزایش کارایی خط بواسطه ی ایجاد امکان حمل چندین قطعه به صورت همزمان در خطوط دستی و اتوماتیک
4- ایجاد شرایط استفاده از تمامی فضاهای کاری محلول
5- ایجاد بستر مناسب جهت بکارگیری تجهیزات جانبی نظیر گرم کن، انواع سیستم های تلاطم، آند کمکی، ...
6- تضمین شرایط پایدار و یکنواخت در کیفیت نهایی آبکاری بواسطه ی ثابت نگه داشتن موقعیت قطعه در طول فرآیندها (فاصله ی آند و کاتد)
به جهت برآورده نمودن موارد مذکور باید به هنگام طراحی و پیش از ساخت جیگ موارد زیر را مد نظر داشت :
1- نوع فرآیند آبکاری و محلول هایی که جیگ با آنها در تماس خواهد بود.
2- تیراژ تولید و ملاحظات اقتصادی مربوط به آن.
3- مطابقت ساختار برق رسان بدنه ی جیگ با مقدار مساحتی از قطعه که باید آبکاری شود.
4- انتخاب مواد مناسب در ساخت و روکش نمودن جیگ ها با هدف افزایش طول عمر کاری آن.
5- امکان جاگذاری قطعات بر روی جیگ ها به صورت متراکم با هدف افزایش راندمان تولید و در عین حال توجه به ماهیت محلول آبکاری.
6- مناسب ترین طراحی برای شاخک ها به منظور تضمین ثبات قطعه بر روی جیگ در کنار کمترین میزان نقطه اثر بر روی قطعه.
7- سهولت در جاگذاری و نیز برداشتن قطعات از روی جیگ.
با در نظر گرفتن این شاخص ها می توان به طرحی از یک جیگ مناسب و کارآمد رسید. به هنگام طراحی جیگ باید موارد زیر را در نظر داشت :
1- نوع کاربری خط : در خطوط دستی وزن جیگ به همراه قطعات نباید بیش از 10 کیلوگرم باشد تا به این ترتیب اپراتور بتواند آنرا در طول خط جا به جا نماید. همچنین جیگ از لحاظ ابعادی نیز باید تا حد ممکن کوچک باشد تا به هنگام انتقال از برخوردهای احتمالی آن با وان و یا سایر تجهیزات موجود در خط جلوگیری شود. در خطوط آبکاری اتوماتیک تعداد قطعات بارگذاری شده در هر سیکل در مقایسه با خطوط دستی به مراتب بیشتر است و از همین رو جیگ های استفاده شده در این نوع خطوط، که به آنها Flight bar نیز گفته می شود، باید استحکام بالاتری را داشته باشند و نیز انتقال برق یکنواخت به تمامی قطعات را برآورده نمایند. در شکل 4 مقایسه ای از تفاوت تعداد قطعات در دو وضعیت آبکاری دستی و اتوماتیک نشان داده شده است.

شکل 4. مقایسه ای از خط آبکاری دستی و اتوماتیک در تعداد قطعه ی بارگذاری شده در هر سیکل.
2- ظرفیت رکتیفایر : به هنگام طراحی جیگ باید مقدار آمپر مورد نیاز جهت تامین برق مورد نیاز کلیه قطعات قرار گرفته بر روی آن محاسبه و لحاظ گردد. امروزه با استفاده از نرم افزارهای مربوطه نحوه توزیع دانسیته جریان بروی قطعات پیش بینی شده و نهایتاً تعداد قطعات ممکن بر روی هر جیگ برآورد می شود. در شکل 5 تصویری از خروجی نمونه ای از این نرم افزارها نشان داده شده است.
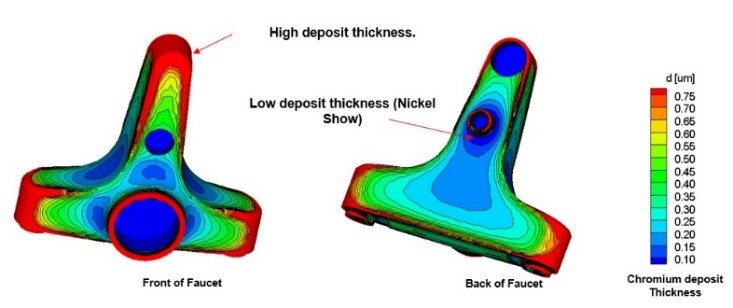
شکل 5. تصاویری از خروجی نرم افزار شبیه سازی رفتار قطعه شیرآلات در حین فرآیند آبکاری نیکل.
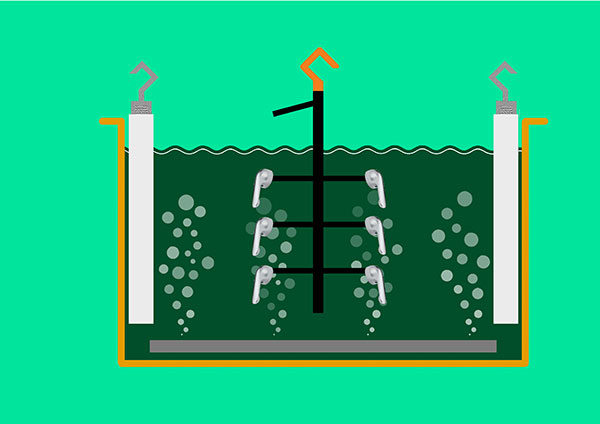
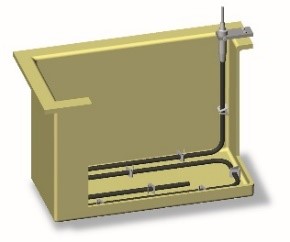
3- اندازه وان : وان های آبکاری دارای عمق کاری تعریف شده ای می باشند و از همین رو طراحی جیگ باید به نحوی باشد که قطعات در محدوده ی مذکور قرار گیرند. محدوده ی کاری وان بسته به نوع فرآیند متفاوت می باشد اما معمولاً از ده سانتی متر پایین تر از سطح محلول شروع و تا فاصله ی ده سانتی متری از کف وان ادامه دارد. این مهم از آن جهت اهمیت دارد که از ساخت جیگ هایی با ابعاد نامتناسب و ناکارآمد جلوگیری می نماید. اهمیت این موضوع در خطوط اتوماتیک بیشتر خواهد بود چرا که وانها به تجهیزات جانبی بیشتری مجهز هستند. در شکل 6 شماتیکی از نحوه قرار گرفتن جیگ در درون وان مجهز به تجهیزات جانبی نشان داده شده است. به هنگام طراحی جیگ رعایت فاصله ی استاندارد از سطح محلول، آند، لوله دمش هوا و ... الزامیست.
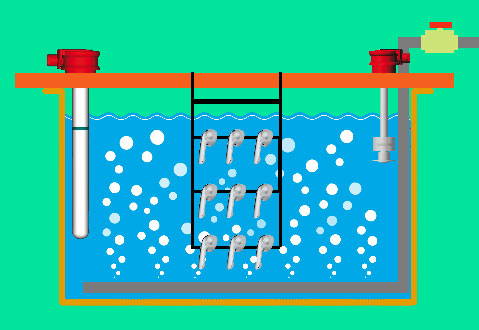
شکل 6. شماتیکی از نحوه ی قرار گیری جیگ در وان دارای تجهیزات جانبی.
4- نوع محلول آبکاری : بسته به نوع رفتار محلول ها باید چیدمان های مختلفی را بر روی جیگ در نظر گرفت. به طور مثال در مورد کروم نیاز است که تعداد قطعات قرارداده شده بر روی جیگ کمتر و فواصل میان آنها بیشتر باشد. این در حالی است که در مورد محلول هایی نظیر نقره این شرایط متفاوت خواهد بود. دلیل اصلی این موضوع در نوع محلول و توان پرتاب آن است.
در شکل 7 به صورت شماتیکی مقایسه ای از رفتار توان پرتاب دو نوع محلول سیانوری نشان داده شده است. همانگونه که مشاهده می شود ضخامت پوشش تشکیل شده در شرایط مشابه برای هر یک از محلول ها متفاوت می باشد.
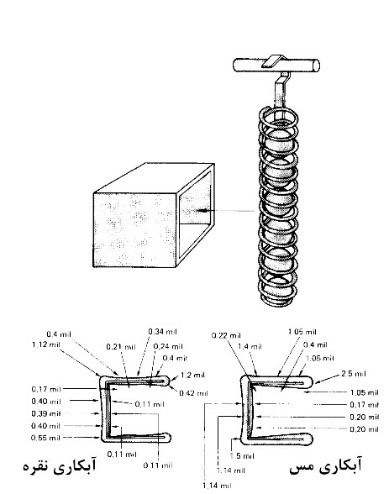
شکل 7. مقایسه ای از توزیع ضخامت پوشش حاصل از دو محلول نقره و مس سیانوری.
جیگ بسته به نوع کاربرد و هندسه ی قطعه میتواند دارای قسمت های متنوعی باشد. در شکل 8 شماتیکی از بدنه ی اصلی جیگ به همراه برخی از قسمت های جانبی ارائه شده است.
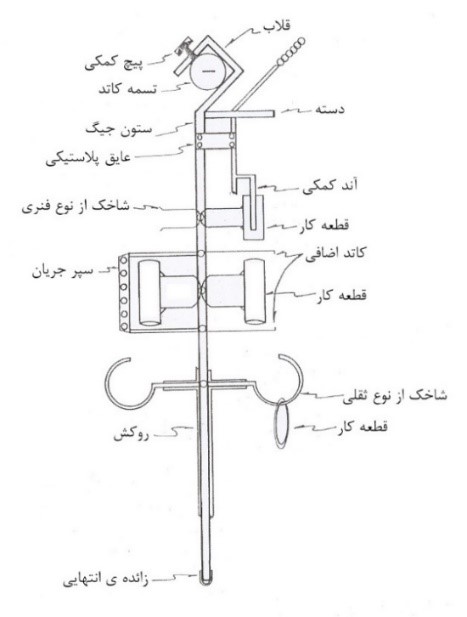
شکل 8. شماتیکی از بدنه ی جیگ به همراه متعلقات جانبی.
قسمت های اصلی جیگ عبارتند از قلاب، ستون، شاخک و دسته ی کمکی که نهایتاً توسط مواد مخصوص روکش می شوند. در کنار این موارد و در کاربردهای خاص اجزاء دیگری همچون آند کمکی، کاتد اضافی و سپر جریان نیز ممکن است به کار گرفته شوند. در ادامه به تفکیک به برخی از قسمت های معرفی شده در این شماتیک می پردازیم.
قلاب جیگ : از آنجائیکه قلابها نقش بسیار مهمی را در انتقال برق به قطعات دارند، بسیار مهم است که قلاب به گونه ای طراحی شود که اتصال حداکثری بین جیگ و تسمه کاتد وان برقرار شود. معمولاً تسمه های کاتد در دو مقطع مختلف به کار گرفته می شوند: گرد و مستطیلی. در شکل 9 شماتیکی از نحوه اتصال قلاب جیگ با این مقاطع نشان داده شده است. در صورتی که میان قلاب و تسمه کاتد فاصله باشد، برق تامین شده توسط رکتیفایر به صورت کامل به قطعات منتقل نشده و در نتیجه ضخامت پوشش کمتر از حد انتظار خواهد بود. در برخی موارد اپراتور خط به جهت غلبه بر این پدیده اقدام به افزایش مقدار برق ورودی می نماید و این در حالیست که افزایش برق نیز، به دلیل فصل مشترک نامناسب قلاب و تسمه ی کاتد، منجر به افزایش موضعی دمای این محدوده شده و کسر وسیعی از آن، در اثر مقاومت ایجاد شده، به صورت حرارت به هدر می رود. این افزایش دما می تواند تبعاتی همچون ذوب شدن و از بین رفتن روکش را در پی داشته باشد.
شکل 9. نحوه ی قرار قلاب های مختلف بر روی مقاطع مسی.
شایان ذکر است که به جهت افزایش کارایی جیگ معمولاً قلاب ها از جنس مس می باشند. همچنین در برخی موارد به جهت ایجاد اتصال مناسب میان قلاب و تسمه، از گیره و یا پیچ استفاده می شود. در شکل 10 تصاویری از این نوع تجهیزات و نیز نمونه ای از به کارگیری آنها نشان داده شده است.

شکل 10. تصاویری از گیره و پیچ جهت افزایش کیفیت اتصال جیگ به تسمه ی اصلی.
در مورد خطوط اتوماتیک از مدل های دیگری نیز می توان بهره گرفت که در شکل 11 نمونه ای از آنها نشان داده شده است. این نوع اتصالات به دلیل وزن بالاتر جیگ ها در خطوط اتومات، سبب اتصال کامل تری خواهند شد، چرا که به علت نوع طراحی نری – مادگی، قلابها بواسطه ی وزن جیگ درون جایگاه تعبیه شده بر روی تسمه ی کاتد کاملاً مستقر می شوند.
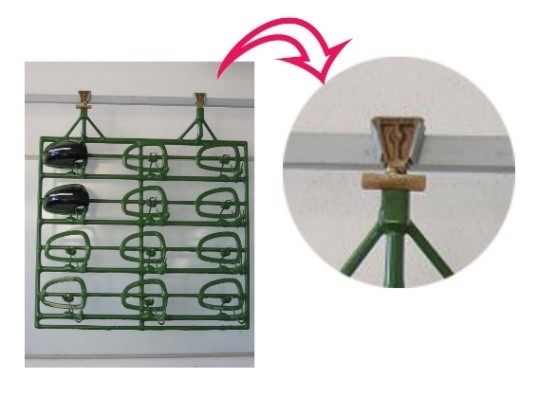
شکل 11. استفاده از طرح نری – مادگی برای خطوط اتوماتیک.
ستون جیگ: این قسمت در حکم ستون فقرات جیگ می باشد چرا که از یک سو وظیفه ی تحمل وزن قطعات را بر عهده داشته و از سوی دیگر برق رسانی به قطعات قرار گرفته بر روی جیگ نیز از طریق این قسمت صورت می پذیرد. بنابراین در انتخاب مواد برای ساخت این قسمت باید از موادی استفاده نمود که علاوه بر استحکام بالا، هدایت الکتریکی مناسبی نیز داشته باشند. در جدول 2 مقدار برق عبوری برای مقاطع مختلف برخی مواد مورد استفاده در ساخت ستون جیگ ارائه شده اند. در اینجا اشاره به این نکته ضروری است که به هنگام انتخاب مقاطع مسی برای مصارفی نظیر تسمه کشی وان ها و یا ساخت قلاب و ستون جیگ، باید به متناسب بودن مقطع مسی و میزان جریان برق عبوری توجه نمود.
جدول 2. میزان برق عبوری از فلزات مختلف برای مقاطع گوناگون بر حسب آمپر.
|
تیتانیوم |
استیل |
برنج |
مس |
سایز مقطع (in2) |
|
31 |
120 |
250 |
1000 |
1 × 1 |
|
23 |
90 |
185 |
750 |
¾ × 1 |
|
16 |
60 |
125 |
500 |
½ × 1 |
|
8 |
30 |
63 |
250 |
¼ × 1 |
همانگونه که مشاهده می شود بیشترین میزان هدایت برای فلز مس می باشد و از همین رو می تواند بهترین گزینه باشد. در این میان مشاهده شده است که اکثر آبکاران به دلیل کاهش هزینه های مربوط به تامین جیگ، به هنگام سفارش، گزینه ی آهنی را انتخاب می نمایند. شاید این تصور از آنجاست که در مقایسه ی اولیه، قیمت آهن به مراتب کمتر از مس بوده و به این ترتیب به ظاهر می توان در هزینه های مربوط به ساخت جیگ صرفه جویی نمود اما این در حالیست که به دلیل رسانایی به مراتب کمتر آهن، اتلاف جریان برق بسیار بیشتر خواهد بود که داغ شدن بدنه ی جیگ و ذوب شدن موضعی روکش از جمله تبعات آن می باشد. استفاده از برنج به عنوان گزینه ی بهتر پیشنهاد می شود هرچند باز هم در مقایسه با مس هدایت کمتری دارد. در شکل 12 تصاویری از انواع جیگ با ستون های متنوع نشان داده شده است.

شکل 12. تصاویری از جیگ با ستون های مختلف.
شاخک های جیگ : در طراحی و ساخت شاخک ها پارامترهای متعددی را باید در نظر داشت که مهمترین آنها عبارتند از :
1- چه بخشی از قطعه در فرآیند آبکاری حساسیت بیشتری دارد.
2- در چه نقاطی از قطعه، نقطه اثر شاخک ها مجاز خواهد بود.
3- از چه موادی در ساخت شاخک ها استفاده خواهد شد.
در این میان باید شاخص های دیگری همچون عدم لقی قطعه بر روی جیگ، فاصله ی قطعات تا آند، خالی شدن محلول ها از درون قطعات و کاهش احتمال جا به جا شدن محلول ها و نیز نحوه ی توزیع دانسیته جریان بر روی قطعه در طراحی لحاظ گردند. در اینجا باید به این نکته اشاره نمود که اتلاف مواد صرفاً به مفهوم ریزش محلول از قطعات به هنگام جابه جا نمودن آنها در طول خط نمی باشد بلکه اگر توزیع ضخامت پوشش بر روی قطعه ناهموار و غیر یکنواخت باشد و به عبارت دیگر اختلاف ضخامت پوشش بر روی نقاط مختلف قطعه دارای اختلاف زیادی باشد، خود به مفهوم اتلاف مواد خواهد بود. چرا که پوشش در برخی نقاط ضخیم تر است در حالیکه نقاط دیگر به ضخامت مطلوب نرسیده اند و در نتیجه پوشش در تمام نقاط قطعه به صورت مطلوب تشکیل نشده است.
شاخک های رایج به دو صورت کلی هستند : ثقلی و فنری.
1- شاخک های ثقلی: در این روش، قطعه بر روی شاخک آویزان می شود و همانگونه که در شماتیک (شکل 8) نشان داده شد، باید طراحی آن به گونه ای باشد که به هنگام جا به جا نمودن جیگ در طول خط، قطعات از آن خارج نشوند. در شکل 13 نمونه ای از جیگ با این نوع شاخک نشان داده شده است.
شکل 13. جیگ با شاخک های ثقلی.
سهولت در گذاشتن و برداشتن قطعات از عمده ویژگی های این نوع شاخک ها می باشد. بدیهی است که استفاده از این روش برای قطعاتی که دارای سوراخ هستند پیشنهاد می شود.
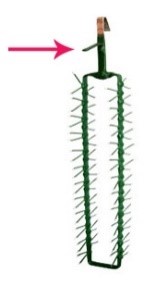
2- شاخک های فنری: این نوع شاخک ها خود به دو صورت می باشند. گونه ی نخست حالتی است که همه شاخک های درگیر با قطعه متحرک هستند و حالت فنری دارند و نوع دوم حالتی است که یک یا چند شاخک ثابت هستند. در مورد آبکاری قطعات پلاستیکی نوع دوم رایج تر می باشد. در شکل 14 نمونه ای از این جیگ نشان داده شده است.

شکل 14. جیگ با شاخک فنری.
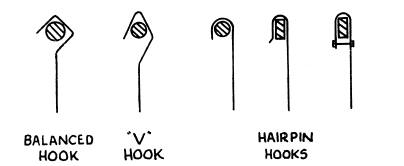
در مواردی که محلول تلاطم مکانیکی و یا هوایی دارد استفاده از شاخک های فنری پیشنهاد می شود چرا که احتمال جابجا شدن قطعات کمتر خواهد بود. برخی از انواع این شاخک ها در شکل 15 نشان داده شده است.

شکل 15. نمونه هایی از شاخک فنری.
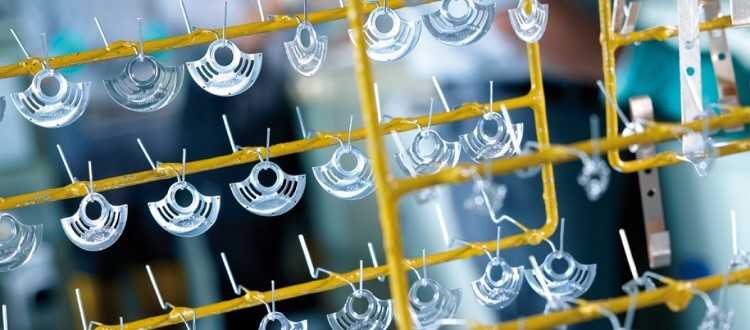
هر یک از این شاخک ها بسته به نوع هندسه ی قطعه کاربرد خواهند داشت. معمولاً در ساخت این نوع شاخک ها از استیل فنری استفاده می شود. به صورت کلی استفاده از استیل در ساخت شاخک شرایط را برای آب برداری آنها و استفاده ی مجدد فراهم می آورد. در شکل 16 تصاویر از برخی قطعات جاگذاری شده بر روی جیگ نشان داده شده است.

شکل 16. تصاویری از نحوه ی قرار گیری قطعات پلاستیکی بر روی جیگ.
روکش جیگ: از آنجائیکه در طول خط آبکاری مجموعه ای از محلول های شیمیایی با محدوده های متنوعی از pH وجود دارند، لذا جیگ مورد استفاده باید در برابر واکنش های شیمیایی ناشی از مجاورت با این محلول ها محافظت گردد. از همین رو از روکش های مخصوص جهت جلوگیری از واکنش های ناخواسته میان جیگ و محلول استفاده می شود. این روکش ها که معمولاً از مواد پلاستیزول پایه PVC هستند باید به صورت پیوسته و عاری از هر گونه حفره به روش غوطه وری بر روی بدنه ی جیگ اعمال گردند. شایان ذکر است از آنجائیکه شاخک های جیگ به صورت مداوم در طول روز بارگذاری و باربرداری می شوند و به عبارتی تحت بارگذاری خستگی قرار دارند (بارگذاری خستگی به معنای اعمال نیرو به یک قطعه طی زمان مشخص است) و از همین رو روکش های اعمالی بر روی بدنه ی جیگ ها باید خاصیت ارتجاعی مناسبی داشته باشند. همچنین روکش جیگ ها باید در برابر شوک حرارتی نیز مقاوم باشند. اهمیت این موضوع از آنجاست که در طول خط آبکاری و بسته به نوع فرآیند آبکاری محلول های مورد استفاده دارای محدوده های دمایی متنوعی می باشند و در برخی موارد امکان تجربه نمودن اختلاف دمایی تا بیش از 60 درجه سانتی گراد وجود دارد. اگر روکش اعمال شده بر روی جیگ فاقد این ویژگی ها باشد پس از مدت زمان کوتاه دچار ترک می شوند و این ترکها می توانند سر منشاء مشکلاتی نظیر جابه جا شدن محلول ها در طول خط، انحلال بدنه ی جیگ در نتیجه ی تماس با محلول ها و آلوده نمودن آنها و نیز اتلاف مواد در اثر آبکاری شدن بدنه ی جیگ باشند. در شکل 17 تصویری از نمونه روکش ترک خورده نشان داده شده است.
شکل 17. تصویری از ترک های ایجاد شده بر روی بدنه ی جیگ.
در اینجا یادآور می شود که در مورد برخی فرآیندها نظیر آندایزینگ و یا الکتروپولیش که اغلب از جیگ های تیتانیومی استفاده می شود، به دلیل مقاوم بودن بدنه ی جیگ در برابر محلول ها، روکش کردن جیگ رایج نمی باشد اما این در حالیست که در صورت عدم استفاده از روکش و به هنگام اعمال برق، کسر وسیعی از جریان اعمالی بواسطه ی بدنه ی جیگ به هدر خواهد رفت. از همین رو پیشنهاد می شود که تا حد امکان از جیگ های روکش دار استفاده گردد.
دسته ی کمکی جیگ: به منظور سهولت اپراتور در انتقال جیگ به درون وان ها توصیه می شود که برای جیگ ها دسته تعبیه شود. نمونه ای از جیگ دارای دسته در شکل 18 نشان داده شده است.
شکل 18. تصویری از جیگ دارای دسته ی کمکی.
استفاده ی ترکیبی از جیگ و سیم: در برخی مواقع بسته به نوع قطعات و حساسیت آنها می توان از ترکیب سیم و جیگ جهت انتقال قطعات در خط آبکاری بهره گرفت. در این روش قاب اصلی توسط جیگ تامین می شود و سپس بوسیله ی سیم، که از یک تا چند ردیف می تواند متغیر باشد، مناطق مربوط به جاگذاری قطعه ایجاد می شود. از این روش در آبکاری قطعات پلاستیکی و نیز آبکاری فلزات گران بها استفاده می شود. در شکل 19 تصویری از این نوع جیگ نشان داده شده است.

شکل 19. تصاویری از استفاده ی ترکیبی از جیگ و سیم در آبکاری طلا.
تجهیزات جانبی در بهبود عملکرد جیگ :
همانگونه که اشاره شد، استفاده از جیگ ها مزیت های بسیاری دارند که از جمله ی آن می توان به فراهم شدن امکان به کارگیری تجهیزات جانبی در حین آبکاری قطعات خاص اشاره نمود. از جمله این تجهیزات می توان به آند کمکی، کاتد اضافی و سپر جریان اشاره نمود که به هنگام آبکاری قطعات دارای پیچیدگی هندسی، استفاده از آنها ضروری است. در ادامه به اختصار به کاربرد این موارد و نحوه ی به کارگیری آنها اشاره می شود. شایان ذکر است کلیه ی ادوات مذکور در راستای کنترل و اصلاح نحوه ی توزیع جریان بر روی قطعات است.
آند کمکی: در مواردی که باید قسمت های داخلی قطعه تحت فرآیند آبکاری قرار بگیرند، به منظور افزایش توان پرتاب محلول در این قسمت ها از آند کمکی استفاده می شود. در این میان جیگ ها این امکان را فراهم می کنند که بتوان موقعیت آند کمکی را نسبت به قطعه ثابت نگه داشت. بدیهی است که به هنگام استفاده از آند کمکی از ماده ای عایق جهت جلوگیری از اتصال کاتد و آند استفاده می شود. در شکل 20 نمونه ای از بکارگیری آند کمکی بر روی جیگ ها نشان داده شده است.

شکل 20. تصویری از بکارگیری آند کمکی در داخل قطعه در فرآیند آبکاری کروم سخت.
کاتد اضافی و سپر جریان: همانگونه که در قسمت های قبل اشاره شد تمرکز جریان در برخی قسمت های قطعه نظیر لبه ها در مقایسه با سایر قسمت های آن بیشتر است و این موضوع منجر به ایجاد تغییراتی در خواص پوشش از جمله توزیع ضخامت آن خواهد شد. از همین رو و با هدف بر طرف نمودن تمرکز جریان در این نواحی از دو روش استفاده می شود. در روش نخست در مجاورت مناطق با دانسیته جریان بالا کاتد اضافی جاگذاری می شود تا به این ترتیب بخشی از جریان اعمالی توسط آنها جذب شده و در نتیجه از افزایش مقدار جریان جلوگیری به عمل آید. در روش دوم از یک ماده ی عایق که به صورت سپر در مقابل قطعه جاگذاری می شود استفاده می گردد. در این تکنیک از قرار گیری مستقیم مناطقی که مستعد به افزایش دانسیته جریان هستند، نظیر لبه های قطعه کار، در برابر آند جلوگیری می شود. در مورد هر دو روش، جیگ امکان بکارگیری تجهیزات مذکور را در کنار قطعه فراهم می نماید. در شکل 21 نمونه ای از جاگذاری سپر جریان بر روی جیگ و در مقابل قطعه نشان داده شده است.

شکل 21. تصویری از جاگذاری سپر جریان بر روی جیگ جهت بهینه سازی آبکاری رینگ خودرو.
در برخی موارد و بسته به نوع و تیراژ قطعه ممکن است از طراحی های خاصی در ساخت جیگ استفاده شود. یکی از این روش ها چرخاندن کاتد می باشد که در ادامه مطالبی پیرامون آن ارائه می گردد.
کاتد چرخان : در وان های رایج آبکاری برای جیگ دو سمت کاری در نظر گرفته می شود. در شکل 22 به صورت شماتیک نقاط جاگذاری قطعه در این حالت نشان داده شده است.
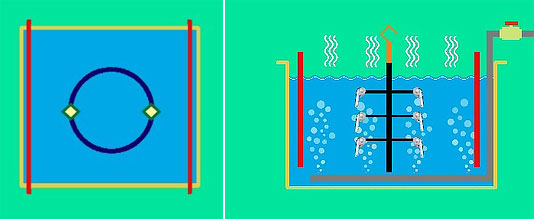
شکل 22. شماتیکی از نحوه ی قرارگیری قطعات نسبت به آند از دو نمای جانبی و بالا.
این در حالی است که اگر به قلاب جیگ، به وسیله ی یک الکتروموتور، حرکت دورانی داده شود موقعیت های قرار گیری قطعه بر روی جیگ، بسته به اندازه ی آن، حداقل سه برابر خواهد شد. در شکل 23 شماتیکی از موقعیت های محتمل در شرایطی که جیگ چرخش داشته باشد نشان داده شده است.
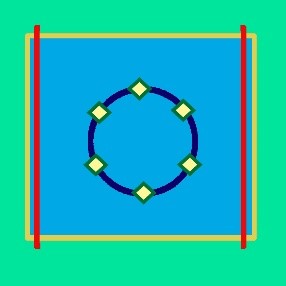
شکل 23. شماتیکی از برخی موقعیت های ممکن برای جاگذاری قطعات در حالت کاتد چرخان از نمای بالا.
به این شیوه که بر مبنای چرخاندن جیگ می باشد، روش کاتد چرخان می گویند. این روش در افزایش راندمان آبکاری بسیار موثر می باشد و از سوی دیگر به دلیل چرخش قطعات در طول فرآیند، توزیع ضخامت پوشش بر روی قطعه یکنواخت تر و امکان آبکاری مناطق دارای هندسه ی فرو رفتگی بیشتر خواهد بود. در شکل 24 نمونه های عملی از جیگ های چرخان نشان داده شده اند. شایان ذکر است که برخی شرکت های تولید کننده ی جیگ این روش را به صورت مجزا در مورد هر یک از قطعات اعمال می کنند. اینگونه جیگ ها امکان چرخش قطعه جهت تخلیه ی کامل محلول از قسمت های درونی قطعات پس از خروج جیگ از محلول و در بالای وان را فراهم می نمایند.

شکل 24. نمونه هایی از جیگ های استفاده شده در سیستم کاتد چرخان در آبکاری مس سیانوری.
جمع بندی:
در این مقاله تلاش گردید برخی مفاهیم اولیه که به هنگام استفاده از جیگ باید مد نظر داشت، به اختصار ارائه گردد. نظر به نقش موثر جیگ در تعیین راندمان یک واحد آبکاری پیشنهاد می شود که پیش از ساخت، کلیه ی جوانب مربوط به کیفیت پوشش و تیراژ در نظر گرفته شود. استفاده از مواد کارآمد در ساخت جیگ با در نظر گرفتن ملاحظات اقتصادی مربوطه اکیداً توصیه می شود. در اینجا ذکر این نکته ضروری است که شاید کلیه ی استانداردهای حاکم در طراحی و ساخت جیگ توسط سازندگان آن اجرایی نشود اما آبکاران باید به هنگام سفارش، این نکات را گوش زد نمایند. به عبارت دیگر هر چه آگاهی آبکاران نسبت به تجهیزات مورد استفاده در کارگاه ها افزایش یابد، به طور حتم سطح کیفی تولیدات مربوط به این حوزه نظیر وان، رکتیفایر، جیگ، مواد شیمیایی و ... ارتقاء یافته و در نتیجه تولید کنندگان، محصولات با کیفیت تری را عرضه خواهند نمود. در حقیقت تقاضای تجهیزات با کیفیت منجر به توقف تولید محصولات ناکارآمد خواهد شد.
مرجع سایت ایران بورد الکتریک
www.ibe-co.com
اهمیت به کارگیری تجهیزات استاندارد و کارآمد در بهبود کیفیت و راندمان فرآیند آبکاری(4)

بخش چهارم : سیستم های گرمایشی و سرمایشی در خطوط آبکاری
پیام صمدی (کارشناس ارشد مهندسی مواد و متالورژی)
رضا مهتر قرهداغی (کارشناس ارشد خوردگی و حفاظت از مواد)
چکیده :
پارامترهای مختلفی بر روی سرعت و کیفیت فرآیند های شیمیایی و الکتروشیمیایی از جمله آبکاری تاثیر گذار می باشند که در این میان دما نقش انکار ناپذیری را ایفا می نماید. به طور کلی در طول یک خط آبکاری، از آماده سازی تا تمام کاری سطح و فرآیندهای تکمیلی، با محلول هایی سر و کار داریم که هر یک در بازه دمایی تعریف شده ای کارایی دارند و رعایت نمودن محدوده های مذکور می تواند کمک شایان توجهی را به افزایش راندمان فرآیند و نیز بهبود کیفیت نهایی پوشش قطعات نماید. در انتخاب نوع و توان سیستم های گرمایشی و سرمایشی شاخص هایی همچون دمای کاری فرآیند، میزان اسیدی و یا بازی بودن محلول ها و نیز حجم محلول مورد نظر تاثیر گذار خواهند بود و از همین رو به جهت تضمین عملکرد صحیح سیستم و افزایش طول عمر کاری آن باید این موارد را مد نظر قرار داد. در این مقاله اشاره ای کوتاه به مبانی فرآیند، انواع روش های گرم و سرد نمودن محلول ها و نیز برخی نکات کاربردی مرتبط با آنها می شود.
مقدمه :
اگر نگاهی به محلول های موجود در یک خط آبکاری داشته باشیم در می یابیم که تقریباً همه ی فرآیندهای موجود و در برخی موارد حتی آبکشی ها، نیاز به تامین دمای کاری مشخصی دارند. این مهم از آنجاست که راندمان و کیفیت بسیاری از آنها در اثر گرم و یا سرد شدن به صورت چشمگیری تغییر می یابد. این تغییرات می تواند شامل تسهیل فرآیند آماده سازی، بهبود خواص متالورژیکی پوشش و نیز ایجاد بستر مناسب برای فرآیندهای تکمیلی مربوطه باشد. از همین رو متغیر دما بواسطه ی کارکرد گستره ای که در مراحل مختلف آبکاری دارد، همواره مورد توجه بوده است. کارکرد افزایش و یا کاهش دما بسته به نوع فرآیند و ماهیت محلول می تواند متفاوت باشد. به طور مثال در مورد فرآیند چربی گیری هر چه دمای محلول بیشتر باشد جدا شدن لکه های روغن، گریس، چربی و ... از قطعه راحت تر اتقاق خواهد افتاد و تاثیر گذاری آن در مواقعی که قطعات دارای پیچیدگی هندسی باشند و اپراتور امکان دسترسی به همه مناطق آنها را نداشته باشد، بیش از پیش خواهد بود. همانگونه که مشاهده می شود در مورد فرآیند چربیگیری افزایش دما مطلوب و مفید خواهد بود. این در حالیست که در مورد برخی دیگر از فرآیندها نظیر آبکاری کروم، آندایزینگ و الکتروپولیش که دمای محلول بواسطه ی ماهیت عملیات افزایش پیدا می کند باید نسبت به کنترل دما و جلوگیری از خسارات ناشی از آن اقدام نمود. در مورد فرآیندهای عمومی تر نظیر آبکاری نیکل نیز شرایط مشابهی حاکم است. به این مفهوم که در افزایش بیش از حد دما احتمال تجزیه شدن افزودنی ها وجود خواهد داشت و در نتیجه ی آن فرآیند آبکاری مختل خواهد گردید.
از سوی دیگر از آنجائیکه استفاده از سیستم های حرارتی و برودتی به مانند سایر تجهیزات موجود در یک خط آبکاری تبعات اقتصادی نیز به همراه دارد، همواره آبکاران به دنبال بکارگیری سیستم های کارآمد و در عین حال مقرون به صرفه هستند تا به این ترتیب هزینه های تمام شده را کاهش دهند. متاسفانه در مواردی دیده شده است که آبکارانی که در تامین انرژی مورد نیاز با محدودیت هایی مواجه می شوند و یا ظاهراً می خواهند در مصرف انرژی صرفه جویی نمایند از روش های سنتی و خطرناک استفاده می کنند که علاوه بر آسیب های مالی نظیر آتش سوزی و از بین رفتن تجهیزات سبب خسارات جانی نیز می گردند. از همین رو به هنگام انتخاب دستگاه مربوطه باید کارایی و ایمنی آنرا مد نظر قرار داد.
در ادامه به مبانی فرآیند انتقال حرارت، روش های مختلف گرم و سرد کردن و نیز برخی نکات کاربردی در بکارگیری اینگونه سیستم ها می پردازیم. لازم به ذکر است که منظور از عبارت مبادله کننده ی حرارتی (Heat exchanger) که در متن از آن استفاده شده است سیستمی شبیه کویل می باشد که کاربرد دوگانه داشته و می تواند منجر به افزایش و یا کاهش دمای محلول شود. علت این تذکر از آنجاست که در برخی منابع از این اصطلاح جهت معرفی گرم کن های برقی نیز استفاده می شود.
مبانی فرآیند :
وقتی جسمی شروع به تولید حرارت می نماید و دمای آن در مقایسه با سایر اجسامی که در نزدیکی آن قرار دارد افزایش می یابد، از آن به عنوان منبع حرارتی یاد می شود. با گرم شدن محیط فرآیند افزایش دمای سایر اجسام توسط یکی از مکانیزم های کلی در انتقال حرارت که عبارتند از هدایت، جابجایی و تابش رخ می دهد. در مبحث سیستم های گرمایشی به کار گرفته شده در خطوط آبکاری، حرارت با استفاده از ترکیبی از مکانیزم های مذکور به محلول مورد نظر منتقل می شود. شکل 1 شماتیکی از نحوه ی گرم شدن یک میله ی فلزی در مجاورت شعله را نشان می دهد. در مورد سرد شدن نیز شرایط مشابهی برقرار است با این تفاوت که محلول مورد نظر جهت خنک شدن در مجاورت منبع سرد کننده قرار می گیرد و به این ترتیب به دلیل شیب حرارتی موجود دمای کاهش می یابد. به جهت تبیین هر چه بهتر موضوع در ادامه توضیحات مختصری پیرامون این مکانیزم ها و تاثیر سطح موثر گرم کن ارائه می گردد.
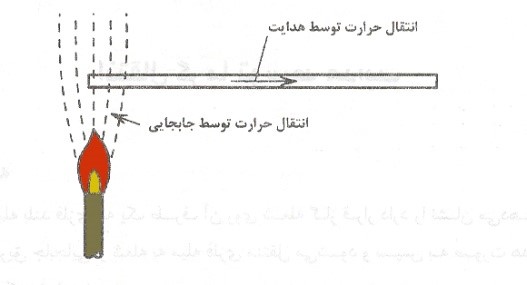
شکل 1. شماتیکی از نحوه انتقال حرارت از شعله به میله ای فلزی.
انتقال حرارت به روش هدایت : در این روش انرژی حرارتی از یک ماده به ماده ی دیگر بواسطه ی تماس مستقیم منتقل می شود. این روش موثرترین شیوه ی انتقال حرارت می باشد که بواسطه ی آن بخش عظیمی از انرژی حرارتی تولید شده به ماده ی مورد نظر انتقال می یابد. همانگونه که در شکل 2 نشان داده شده است، هنگامیکه جسمی در تماس با محیط گرم باشد در اثر وجود شیب حرارتی انتقال گرما صورت می پذیرد.
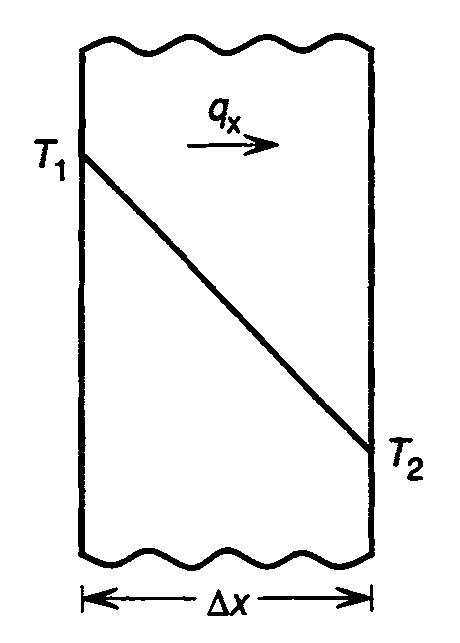
شکل 2. شماتیکی از شیب دمایی به هنگام انتقال حرارت به روش هدایت.
در اثر وجود این شیب حرارتی، جریان حرارت از طرفی که دمای بیشتری دارد به طرف دیگر هدایت می شود. هدایت حرارتی توسط قانون فوریه بیان می گردد که رابطه ی آن در انتقال حرارت یک بعدی در جهت x به شرح زیر می باشد:
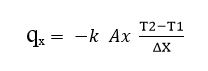
در این رابطه Ax مساحت موثر در انتقال حرارت، T1 و T2 دمای طرفین دیواره و xΔ ضخامت آن می باشد. متغیر k ثابت تناسب است که معرف ضریب هدایت حرارتی ماده بوده و واحد آن J/s. m.k و یا w/ m.k می باشد.
ضریب هدایت حرارتی مواد در محدوده ای گسترده از w/ m.k 3400 برای الماس خالص و w/ m.k 400 برای مس که فلزی با هدایت حرارتی مناسب محسوب می شود تا w/ m.k 038/0 برای پشم شیشه که عایق حرارتی خوبی می باشد، متغیر است. در همین جا می توان این نکته را برداشت نمود که هر چه ضریب هدایت حرارتی مواد مورد استفاده در ساخت وانها پایین تر باشند، میزان اتلاف حرارتی از دیواره ها کمتر خواهد بود. از همین رو استفاده از موادی همچون پلی پروپلین (PP ) و یا پلی وینیل کلراید (PVC ) که ضریب هدایت حرارتی آنها کمتر از یک می باشد در ساخت مخازن آبکاری در مقایسه با آهن با روکش PVC نرم در الویت قرار می گیرد و به این ترتیب میتوانیم از به هدر رفتن حرارت از طریق دیواره ها و کف وانها به طور چشم گیری جلوگیری نماییم. در مواردی که چاره ای جز استفاده از وان های آهنی و یا استیل نباشد، باید از مواد عایق حرارتی نظیر پشم شیشه به منظور روکش نمودن دیواره ها و کف وان بهره برد.
انتقال حرارت به روش جابجایی : در این روش نیز از تماس فیزیکی به جهت انتقال انرژی حرارتی بهره گرفته می شود با این تفاوت که در اینجا نیاز به یک گاز واسط داریم. در گرم کردن به روش جابجایی، منبع حرارتی گاز را گرم می نماید و در اثر گرم شدن واحد حجم گاز سبک تر می شود و خاصیت شناوری پیدا می کند. گاز گرم به طرف بالا حرکت می کند و سبب جابجایی جریان هوا می شود که این پدیده منجر به حرکت جریان گاز گرم به سوی اجسام سرد و تماس با آنها می گردد که در نتیجه آن دمای آنها افزایش می یابد. جابجایی حرارتی با قانون سرد شدن نیوتنی بیان می شود و بر اساس آن سرعت انتقال حرارت از سطح یک جامد به سیال در تماس با آن، متناسب با اختلاف دمای آنها و مساحت سطح تماس می باشد. بر اساس این قانون داریم :
qx = h × As × (Ts - T∞)
در این رابطه h ضریب انتقال حرارت می باشد. در شکل 3 شماتیکی از شیب دمایی ناشی از انتقال حرارت توسط یک سیال از سطح یک جامد (گرم کن) در دمای Ts به سمت محیط با دمای کمتر نشان داده شده است.
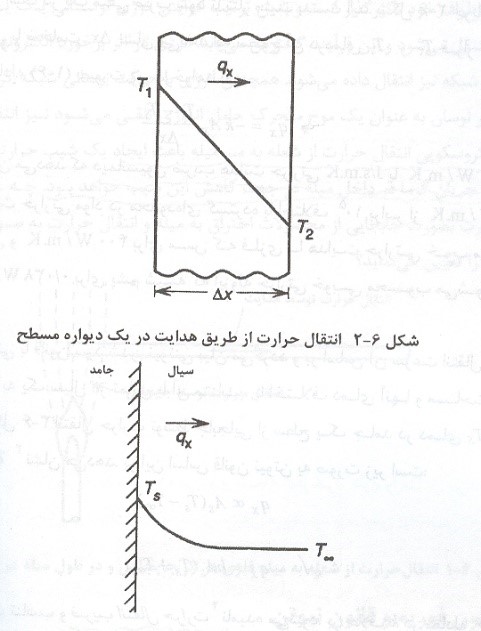
شکل 3. شماتیکی از نحوه انتقال حرارت به روش جابجایی.
انتقال حرارت به روش تابش : سومین نحوه ی انتقال حرارت، روش تابش می باشد که بر خلاف دو روش قبلی بر مبنای تماس فیزیکی میان منبع حرارتی و جسم مورد نظر نمی باشد. در حقیقت تابش حرارتی قسمتی از طیف های امواج الکترومغناطیسی محسوب می شود که محدوده ی طول موج آن در شکل 4 نشان داده شده است و همانند سایر امواج الکترومغناطیسی انتشار آن نیازی به محیط مادی ندارد. مثال آشکار انتقال حرارت در اثر تابش، گرم شدن زمین بواسطه ی تابش حرارتی خورشید می باشد.
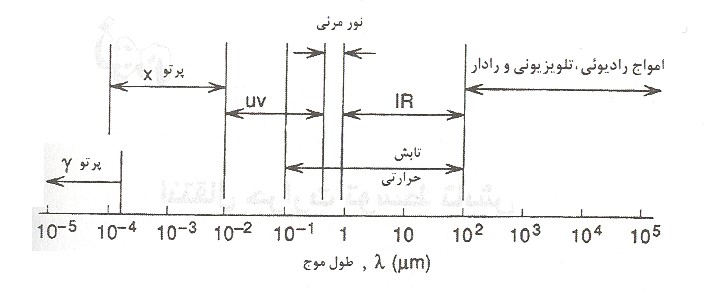
شکل 4. طیف امواج الکترومغناطیسی.
امواج الکترومغناطیسی در اثر نوسانات میدان های الکتریکی در اطراف بارهای الکتریکی بوجود می آیند و از این رو تمام مواد در هر دمایی پرتوهای تابش حرارتی ساطع می کنند. شدت حرارت امواج ساطع شده با طول موج آنها در رابطه است و از همین رو می توان محدوده ی متنوعی از حرارت را در فرکانس های مختلف ایجاد نمود. به طور مثال امواجی که در ماکروویوها جهت گرم نمودن غذا استفاده می شود طول موج های بزرگی دارند و این در حالیست که در دستگاه های پرتو درمانی از امواج رادیویی با طول موج های به مراتب پایین تری استفاده می شود تا اعضاء بدن را، بدون اینکه به آنها آسیبی وارد گردد، به صورت موضعی گرم نمایند.
نهایتاً پدیده ی انتقال انرژی از مبادله کننده ها بواسطه ی مکانیزم های معرفی شده رخ می دهد. ظرفیت مبادله کننده با میزان انرژی منتقل شده در واحد زمان ارزیابی می شود. همانگونه که در قسمت های قبلی اشاره شد حرارت منتقل شده با مساحت موثر در تماس با محلول و اختلاف دمای میان آنها متناسب است. از همین رو می توان رابطه کلی زیر را به عنوان شاخص میزان انرژی منتقل شده در نظر گرفت:
در این رابطه Q نرخ انرژی منتقل شده، A مساحت موثر در انتقال انرژی و ![]() اختلاف دمایی می باشد. شاخص U تابع پیچیده ای از نوع طراحی مبادله کننده و شرایط کاری آن می باشد. نظر به اینکه یکی از موثرترین شاخص ها در عملکرد صحیح گرم کن ها میزان سطح موثر آنها می باشد که در ادامه توضیحاتی پیرامون آن ارائه می گردد.
اختلاف دمایی می باشد. شاخص U تابع پیچیده ای از نوع طراحی مبادله کننده و شرایط کاری آن می باشد. نظر به اینکه یکی از موثرترین شاخص ها در عملکرد صحیح گرم کن ها میزان سطح موثر آنها می باشد که در ادامه توضیحاتی پیرامون آن ارائه می گردد.
سطح موثر و دانسیته توان سطحی : با در نظر گرفتن روابط مذکور مشاهده می شود که هر چه سطح موثر انتقال دهنده حرارت بیشتر باشد ، سرعت انتقال حرارت نیز بیشتر خواهد بود. از همین رو شرکت های فعال در زمینه ی تولید گرم کن همواره تلاش می کنند تا حد امکان سطح تماس هیتر ها را افزایش دهند. شایان ذکر است که به هنگام تعیین مساحت موثر گرم کن متغیری به نام دانسیته توان سطحی (Surface Power Density) وجود دارد که حداقل مقدار مساحت را تعریف می نماید. به این مفهوم که اگر مساحت موثر اختصاص داده شده جهت انتقال حرارت از گرم کن به محلول از مقدار مشخصی کمتر باشد، این احتمال وجود دارد که دما بر روی بدنه ی آن تا مقادیر بسیار بالایی (حتی تا چند صد درجه ی سانتیگراد) افزایش یابد و منجر به تجزیه شدن ترکیبات آلی موجود در درون حمام و یا تشکیل رسوب روی بدنه ی گرم کن گردد. از همین رو به هنگام طراحی گرم کن ها باید این نکته را مد نظر داشت چرا که افزایش و یا کاهش مساحت گرم کن ها بدون لحاظ نمودن محدودیت های مذکور، نه تنها باعث کاهش راندمان می شود بلکه بواسطه ی تبعات افزایش حرارت مشکلاتی نظیر اتلاف مواد نیز ایجاد خواهد شد. در جدول 1 اعداد مربوط به شاخص دانسیته توان سطحی برای برخی از گرم کن های برقی ارائه شده است.
جدول 1. شاخص دانسیته توان سطحی برای گرم کن های برقی با توان و جنس های متفاوت.
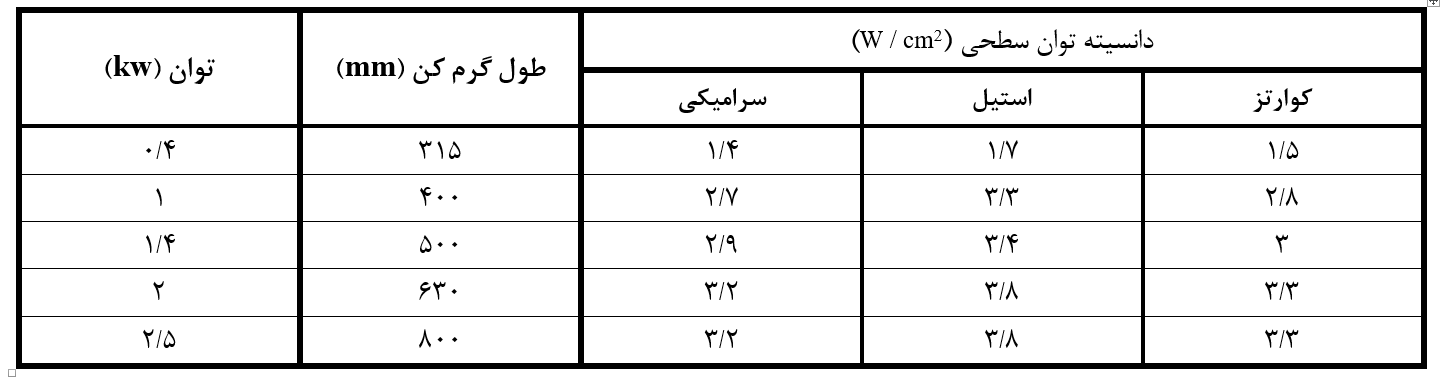
مجدداً تاکید می شود که به هنگام استفاده از گرم کن های حرارتی به رابطه ی میان توان گرم کن و مساحت موثر آن توجه شود.
روش های رایج در گرم و سرد کردن :
از دو روش به منظور گرم نمودن محلول ها استفاده می شود. روش اول با جاگذاری گرم کن های برقی به صورت مستقیم در درون محلول مورد نظر انجام می شود. روش دوم استفاده از کویل می باشد که می توان آنرا به دو صورت مستقیم و یا غیر مستقیم بکار گرفت. جهت سرد نمودن محلول ها نیز معمولاً از سیستم کویل استفاده می شود. در ادامه به معرفی این تجهیزات می پردازیم:
گرم نمودن محلول توسط گرم کن های برقی : در این روش گرم کن های پوشیده شده توسط غلاف های سازگار با محیط شیمیایی مربوطه در ظرفیت های متنوع مورد استفاده قرار می گیرند. همانگونه که اشاره شد این روش با جاگذاری مستقیم گرم کن در درون محلول انجام می شود. این گرم کن های برقی در اندازه ها، اشکال و توان های مختلف تولید و عرضه می شوند که در شکل 5 نمونه هایی از آنها نشان داده شده است.
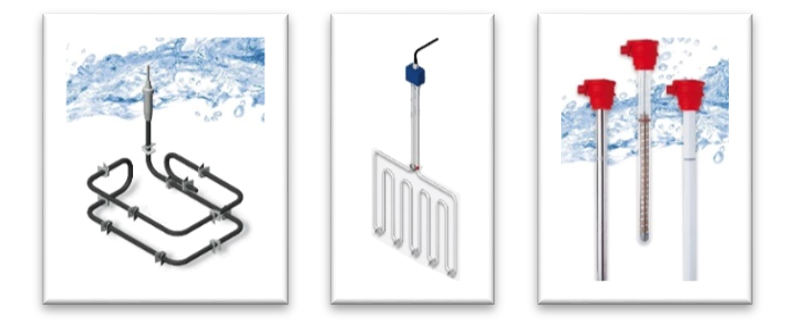
شکل 5. تصاویری از انواع گرم کن های برقی.
به جهت کنترل عملکرد صحیح گرم کن ها توصیه می شود که این سیستم با کنترل کننده دما ( ترموستات ) بکار گرفته شود. در شکل 6 نمونه ای از گرم کن مجهز به کنترل کننده دما نشان داده شده است.

شکل 6. تصویری از گرم کن سرامیکی به همراه کنترل کننده دما.
این گرم کن ها را بسته به شکل وان و کاربرد آن می توان در کف و یا دیواره ی وان جاگذاری نمود. امروزه گرم کن ها بر حسب درخواست مشتری در اشکال مختلف ساخته و عرضه می گردند. در شکل 7 نمونه ای از وان پلی پروپیلن به همراه گرم کن تفلونی در کف نشان داده شده است.
شکل 7. وان پلی پروپیلن به همراه گرم کن تفلونی در کف.
نظر به اینکه در طول خط محلول های متنوعی وجود دارد ، غلاف های هیتر ها از جنس های متنوعی نظیر استیل، تیتانیوم، کوارتز، سرامیک، تفلون و سوپر آلیاژها ساخته می شود. در جدول 2 دسته بندی جنس غلاف های پیشنهادی برای انواع محیط های شیمیایی ارائه شده است.
جدول 2. دسته بندی جنس غلاف های پیشنهادی برای انواع محلول ها.
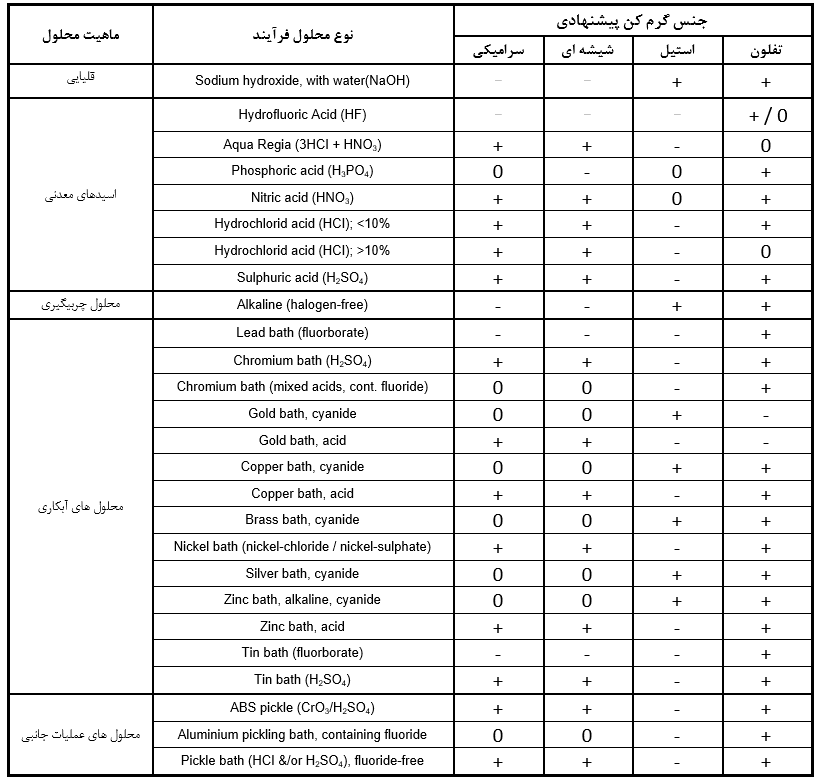
توضیحات : (+) توصیه می شود، (0) عملکرد متوسط ، (-) توصیه نمی شود.
هنگامیکه می خواهیم از گرم کن های برقی استفاده نماییم، به جهت برآورد میزان توان گرم کن (kw ) ابتدا حجم محلول مورد نظر برای گرم نمودن را محاسبه نموده و سپس با استفاده از رابطه ی زیر مقدار توان مورد نیاز را محاسبه می نماییم.
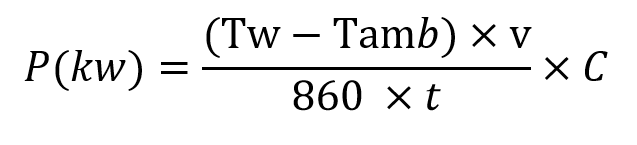
در این رابطه پارامترهای ارائه شده عبارتند از :
P توان مورد نیاز جهت گرم کردن (kw ) ، Tw دمای کاری محلول (°C) ، Tamb دمای محیط (°C) ، V حجم محلول (Lit ) ، t مقدار زمان مورد نیاز جهت افزایش دمای محلول به دمای کاری آن (hr) و C ضریب هدایت حرارتی ویژه محلول است که برای سادگی یک در نظر گرفته می شود. به جهت تبیین هر چه بهتر موضوع در اینجا مثالی ارائه می شود.
مثال: می خواهیم یک وان حاوی دو هزار لیتر محلول نیکل را از دمای محیط (°C25) به دمای کاری (°C60) برسانیم.

اگر مدت زمان مورد نظر جهت به دما رسیدن محلول را متغیر (X) در نظر بگیریم، اعداد مختلفی برای مقدار توان گرم کن به دست خواهد آمد. در جدول 3 این اعداد ارائه شده اند.
جدول 3. تغییرات مقدار توان مورد نیاز برای گرم کردن محلول با افزایش زمان.
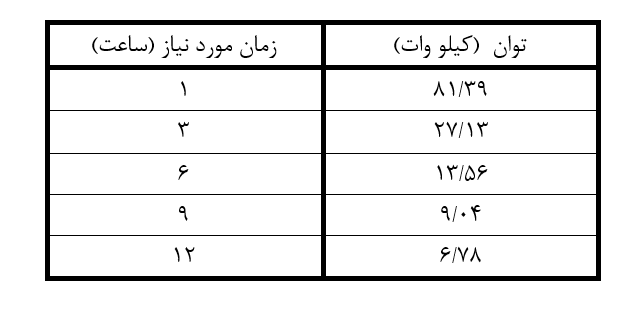
همانگونه که مشاهده می شود هر چه مدت زمان افزایش دمای محلول (heat – up time) بیشتر باشد، مقدار توان (kw ) کاهش می یابد. به عبارت دیگر با افزایش زمان مقدار توان مورد نیاز برای گرم کردن محلول کاهش یافته و به این ترتیب می توان از گرم کن هایی با ظرفیت کمتر استفاده نمود. از سوی دیگر بعد از اینکه محلول به دمای کاری مورد نظر رسید باید در این دما با دامنه تغییرات اندک کار کند و از همین رو سیستم گرمایش باید به صورت پیوسته توسط تجهیزات مربوطه نظیر کنترل کننده دما ارزیابی گردد.
در بکارگیری گرم کن های برقی رعایت برخی موارد موجب افزایش طول عمر کاری آنها خواهد گردید :
1- به هنگام جاگذاری گرم کن ها در درون محلول ها همواره دقت شود که سطح محلول حداقل 5 سانتی متر بالاتر از خط نشان مشخص شده بر روی بدنه ی آنها باشد. در شکل 8 این موضوع به صورت شماتیک نشان داده شده است. شایان ذکر است اگر سطح محلول پایین تر از خط نشانه ی گرم کن باشد احتمال وارد آمدن آسیب های جدی به گرم کن، به دلیل تنش حرارتی ایجاد شده در فصل مشترک محلول و هوا، وجود خواهد داشت. خط نشانه در واقع طول منطقه حرارت ده گرم کن را نشان می دهد.
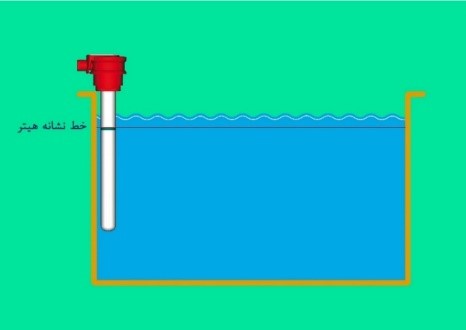
شکل 8. شماتیکی از نحوه ی جاگذاری صحیح گرم کن سرامیکی در درون محلول ها.
2- به هنگام وارد و یا خارج نمودن جیگ ها به درون وان ها تا حد امکان تلاش شود که از ریزش محلول بر روی کلاهک گرم کن ها خودداری شود. علت این موضوع کاهش احتمال ورود محلول ها به درون هیتر ها و آسیب دیدن تجهیزات و اتصالات برق رسان داخل آنها می باشد.
3- همواره دقت شود که اجسام خارجی نظیر جیگ، همزن و ... به هیچ عنوان با دیواره ی گرم کن برخورد نداشته باشند. در صورت امکان از سپر (shield) جهت محافظت از گرم کن ها استفاده شود. نمونه ای از این روش در شکل 9 نشان داده شده است. به هنگام استفاده از سپر باید توجه داشت که محلول به سهولت با گرم کن در تماس باشد و گردش محلول مختل نگردد.

شکل 9. محافظت از هیترها بوسیله سپر پلی پروپیلنی.
4- اکیداً توصیه می شود که از خارج کردن ناگهانی گرم کن از درون محلول به جهت بررسی روشن و یا خاموش بودن آنها پرهیز شود چرا که منجر به وارد آمدن شوک حرارتی به آنها می گردد. در اینگونه مواقع گرم کن ها را به آرامی و به مقدار بسیار کم (حداکثر پنج سانتی متر) از درون محلول خارج کرده و پس از بررسی سریعاً آنرا به داخل محلول برگردانید. راه حل دیگر استفاده از دماسنج های میله ای در اطراف گرم کن می باشد. به این وسیله می توان اختلاف دمایی را ارزیابی نمود. در صورت نیاز به خارج کردن گرم کن حتماً باید از یک ساعت قبل آنرا خاموش کرده تا تدریجاً خنک شود و سپس از وان خارج شده تا به صورت طبیعی به دمای محیط برسد.
5- در مواقعی که وان ها نیاز به درب داشته باشند باید طراحی درب ها به صورتی باشد که از تجمع بخارات محلول در مجاورت کلاهک گرم کن خودداری گردد.
6- جهت ارزیابی سطح محلول ها و جلوگیری از خشک کار کردن هیترها از کنترل کننده های سطح استفاده می شود. همواره توصیه می شود به هنگام نصب، نقطه ی عملکرد کنترل کننده ی سطح و خط نشانه ی هیتر در یک راستا باشند تا به هنگام پایین رفتن سطح محلول، کنترل کننده به موقع اقدام به قطع نمودن سیستم گرمایش نموده و از آسیب رسیدن به آنها جلوگیری نماید. این موضوع به صورت شماتیک در شکل 10 نشان داده است.
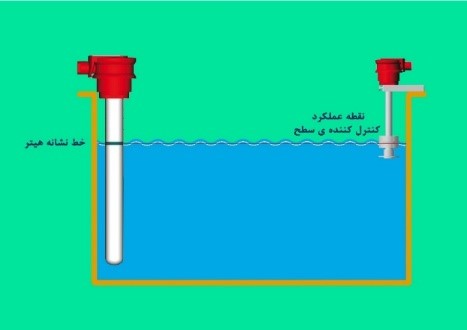
شکل10. شماتیکی از مکانیزم عملکرد کنترل کننده ی سطح.
دقت شود که تشکیل رسوبات سطحی در اطراف کنترل کننده های سطح مانع از حرکت سنسورهای آنها نگردند. به همین منظور انجام بازدیدهای دوره ای جهت حصول اطمینان از عملکرد دقیق تجهیزات توصیه می شود. همینطور پیشنهاد می شود در مواردی که محلول مستعد به تشکیل رسوبات سطحی می باشد، از کنترل کننده های سطح میله ای استفاده گردد. در شکل 11 نمونه هایی از این نوع حسگرها نشان داده شده است. این نوع از حسگرها علاوه بر بررسی میزان سطح محلول می توانند دمای آنرا نیز کنترل نمایند.

شکل 11. نمونه هایی از کنترل کننده های میله ای سطح محلول.
7- به جهت کنترل محدوده ی دمایی کارکرد محلول ها توصیه می شود که از ترموستات و یا حسگر تنظیم کننده دما استفاده گردد. این وسیله در کلاهک خود دارای عقربه ی تنظیم کننده ای می باشد که بوسیله ی آن می توان دمای مورد نظر را تنظیم نمود. در شکل 12 تصویری از این عقربه نشان داده شده است. زمانیکه که دمای محلول به عدد تنظیم شده برسد، گرم کن خاموش می شود و از افزایش بیش از حد دما و تبعات آن جلوگیری به عمل می آید.

شکل 12. تصویری از عقربه ی تنظیم کننده ی دما در ترموستات.
بهترین مکان برای نصب ترموستات ها دورترین نقطه نسبت به گرم کن می باشد. علت این موضوع مطمئن شدن از یکنواخت بودن دما در کل محلول می باشد چرا که در صورت نزدیکی ترموستات و گرم کن به یکدیگر، فرمان قطع عملکرد سیستم گرمایش سریعتر صادر می شود. میله ی ترموستات باید حداقل به اندازه ای پنج سانتی متر در داخل محلول باشد در غیر اینصورت عملکرد آن مختل می شود.
گرم نمودن محلول توسط مبادله کننده های حرارتی : مبادله کننده ی حرارتی وسیله ای است که بواسطه ی آن حرارت میان دو و یا چند سیال به صورت غیر مستقیم جابجا می شود. معمولاً این سیال ها توسط دیواره هایی از یکدیگر جدا می شوند تا از اختلاط آنها ممانعت به عمل آید. مثالی کلاسیک از یک مبادله کننده ی حرارتی را می توان در درون محفظه موتور خودرو مشاهده نمود. آنجائیکه مایعی به عنوان خنک کننده در درون بدنه موتور و با هدف کاهش دمای آن در حال چرخش می باشد. این مایع پس از جذب حرارت به درون رادیاتور هدایت می شود و در آنجا از میان لوله های متعدد عبور داده می شود. بواسطه ی حرکت خودرو این لوله ها در مجاورت جریان هوا قرار می گیرند و به این ترتیب مایع مورد نظر را خنک می شود. در این مثال ساده مبادله کننده حرارتی نقش خنک کننده را ایفا نمود. در موارد دیگر می توان از مبادله کننده ها در مسیر گرم نمودن سیال مورد نظر نیز بهره گرفت.
امروزه مبادله کننده های حرارتی به صورت گسترده و در صنایع گوناگون مورد استفاده قرار می گیرند. در خطوط آبکاری کارکرد مبادله کننده های حرارتی نیز به مانند گرم کن های برقی می باشد با این تفاوت که از آنها در جهت کاهش دمای محلول نیز استفاده می شود. این سیستم به دو روش داخلی و خارجی مورد استفاده قرار می گیرد که در ادامه توضیحاتی پیرامون آنها ارائه می گردد.
روش خارجی: در این حالت محلول مورد نظر برای گرم کردن به درون یک مبادله کننده ی حرارتی هدایت می شود و پس از آنکه توسط منبع حرارتی گرم شد مجدداً به مخزن مربوطه بازگشت داده می شود. این عملیات تا جایی ادامه پیدا می کند که دمای محلول به دمای کاری مورد نظر برسد. در شکل 13 نمونه ای از یک مبدل حرارتی خارجی نشان داده شده است.

شکل 13. تصویری از یک مبادله کننده ی حرارتی خارجی.
همچنین از این روش می توان جهت کاهش دمای محلول ها نیز استفاده نمود. در این حالت محلول مورد نظر به داخل این مجموعه که به صورت خنک کننده عمل می نماید هدایت شده و نهایتاً پس از کاهش دما به وان مربوطه بازگشت داده می شود.
روش داخلی: در اینجا کویل به صورت مستقیم در درون مخزن جاگذاری می گردد و از یک سیال واسط نظیر آب، بخار و یا روغن جهت انتقال حرارت از منبع حرارتی به محلول مورد نظر استفاده می شود. این سیال ها از درون لوله های کویل به سمت منبع حرارتی هدایت می شوند و پس از گرم شدن، حرارت دریافتی را از طریق جداره ی لوله ها به محلول انتقال می دهند. جنس کویل ها باید به گونه ای انتخاب گردد که با محلول مورد نظر سازگاری داشته باشند. در شکل 14 شماتیکی از نحوه جاگذاری کویل در درون وان نشان داده شده است.

شکل 14. شماتیکی از نحوه ی جاگذاری کویل در درون وان.
همانگونه که اشاره گردید با استفاده از این روش می توان دمای محلول ها را کاهش نیز داد. به این منظور از گاز و یا هر سیالی با دمای پایین تر از دمای محلول مورد نظر استفاده می شود. به این ترتیب با عبور سیال سرد از میان لوله های کویل و در اثر مجاورت کویل با محلول، دمای آن کاهش می یابد.
کویل ها در اشکال مختلف و متناسب با حجم محلول و هندسه وان تولید می گردند. در شکل 15 گونه های متنوعی از آنها نشان داده شده اند. به جهت افزایش طول عمر کاری کویل ها از مواد گوناگون نظیر استیل ، تیتانیوم و تفلون بهره برده می شود.

شکل 15. تصاویری از انواع کویل ها.
در قسمت های قبلی اشاره شد که مساحت موثر مبادله کننده حرارتی نقش بسیار مهمی را در میزان راندمان آن دارد و مطلوب اینست که مساحت موثر آن افزایش یابد. از سوی دیگر با بزرگتر شدن اندازه ی مبادله کننده حرارتی، حجم بیشتری از وان اشغال خواهد شد و این به مفهوم کاهش مقدار فضای کاری و در نتیجه کم شدن تعداد قطعات در هر بارگذاری و کاهش میزان تولید می باشد. از همین رو تولیدکنندگان اینگونه تجهیزات در دنیا تلاش می کنند که بالاترین میزان انتقال حرارت در کنار کمترین میزان حجم اشغالی از وان محقق گردد. مبادله کننده های صفحه ای تخت نمونه ای از کارآمدترین مبادله کننده ها می باشند که در شکل 16 تصویر آن نشان داده است.

شکل 16. نمونه ای از مبادله کننده حرارتی صفحه ای به همراه تصویر مقطع آن.
در اینگونه مبادله کننده ها تلاش شده است که با اتصال دو ورق به یکدیگر و طراحی شبکه های به هم پیوسته و فشرده بیشترین میزان گردش سیال در میان صفحات صورت پذیرد و همچنین با ایجاد هندسه ی صفحه ای بیشترین سطح تماس موثر با محلول مورد نظر بر قرار شود.
نکات کاربردی در جهت افزایش راندمان گرم کن ها:
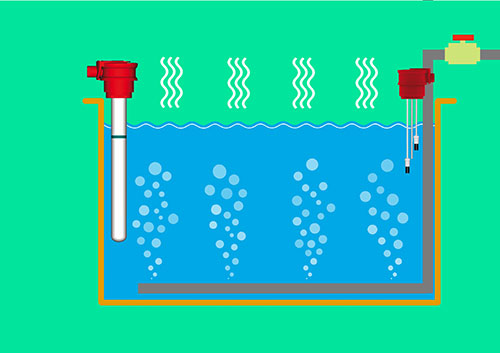
1- به جهت افزایش بهره وری و گرمایش یکنواخت محلول پیشنهاد می شود که در کلیه محلول هایی که مجهز به سیستم گرمایشی می باشند در صورت امکان از روش هایی جهت ایجاد تلاطم در محلول استفاده شود. این موضوع تاثیرات مثبتی را نظیر جلوگیری از تجمع موضعی حرارت و توزیع یکنواخت آن و همچنین بهبود کیفیت فرآیند را به همراه خواهد داشت. به طور مثال استفاده از سیستم سرریز در طراحی وان های چربی گیری می تواند کمک شایان توجهی را به بهبود راندمان فرآیند نماید. به این ترتیب که از یک سو میزان برخورد موثر محلول با کویل را افزایش می دهیم و از سوی دیگر آلودگی های سطحی نظیر روغن را بواسطه ی جاری شدن محلول در قسمت سرریز حذف می نماییم. در شکل 17 شماتیکی از این نوع طراحی ارائه شده است.
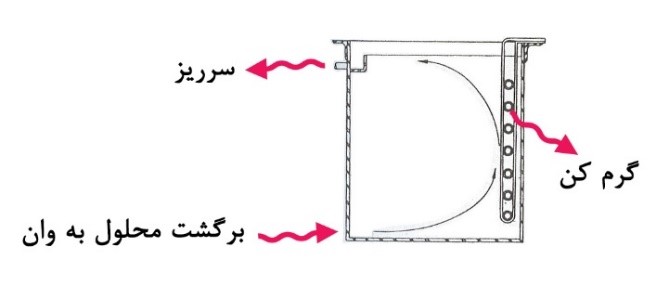
شکل 17. شماتیکی از نحوه ی صحیح بکارگیری تلاطم در محلول با هدف افزایش راندمان گرم کن.
2- از آنجائیکه سطح محلول همواره با اتمسفر کارگاه در تماس می باشد و حرارت به این روش به محیط منتقل می گردد یکی از موثرترین روش ها استفاده از توپ های پلاستیکی بر روی سطح محلول ها می باشد. در شکل 18 تصویری از این توپ ها نشان داده شده است.
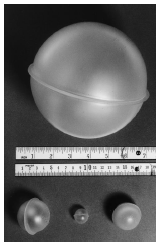
شکل 18. تصویری از توپ های پلاستیکی در اندازه های مختلف.
این توپ ها در اندازه های و جنس های مختلف تولید می شوند و معمولاً از یک تا چند لایه بر روی سطح محلول ریخته می شوند. برخی از مزایای استفاده از این توپ ها عبارتند از:
- جلوگیری از اتلاف حرارت بسته به تعداد لایه های استفاده شده از 70 تا 100 درصد و در نتیجه کاهش شدید هزینه های مرتبط با انرژی.
- کاهش میزان تبخیر محلول ها، بهبود شرایط کاری برای اپراتورهای خط و همچنین کاهش میزان خورندگی اتمسفر کارگاه و تبعات ناشی از آن.
- کم شدن میزان تصاعد بخارات سمی و بد بو از محلول ها.
- کاهش میزان جذب اکسیژن. این مسئله در مورد محلول هایی که مستعد به واکنش با اکسیژن موجود در هوا هستند بسیار موثر است.
- جلوگیری از پاشش محلول های داغ و خورنده به روی اپراتور و فضای اطراف وان.
روش مذکور قابلیت اجرا بر روی انواع محلول ها در متراژهای متنوع و بدون هیچگونه محدودیتی را دارا می باشد. جنس این توپ ها باید پلی اتیلن (PE) و یا پلی پروپیلن (PP) بوده و نیز فاقد درز باشد.
در شکل 19 نمونه ای از وان حاوی محلول گرم اسیدشویی فلزات در دو وضعیت مختلف نشان داده شده است. در اینجا صرفاً از یک لایه توپ جهت عایق نمودن سطح محلول استفاده شده و همانگونه که مشاهده می شود همین یک لایه تاثیر چشمگیری را در کاهش میزان بخارات متصاعد شده دارد.
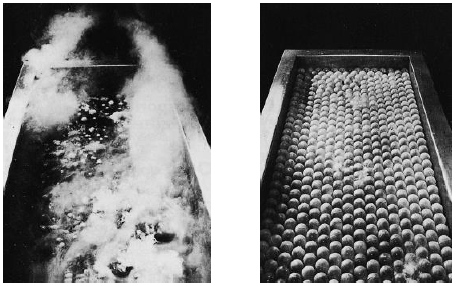
شکل 19. نمایی از سطح وان حاوی محلول اسیدشویی در دو وضعیت مختلف.
همچنین در شکل 20 نمونه ای دیگر از سطح یک وان پوشیده شده توسط چندین لایه توپ پلاستیکی نشان داده شده است.

شکل 20. نمایی از سطح یک وان پوشیده شده توسط توپ پلاستیکی.
3- به منظور عایق بندی دیواره ها و کف وان های فلزی توصیه می شود از عایق هایی همچون یونولیت و یا پشم شیشه جهت پوشاندن دیواره ها و کف وان استفاده شود. در شکل 21 نمونه ای از وان آهنی عایق بندی شده مشاهده می شود.

شکل 21. نمایی از وان آهنی روکش شده با مواد عایق.
4- توصیه می شود که دمای فضای کارگاه همواره کنترل گردد و در صورت وجود هرگونه درز و شکستگی در پنجره های کارگاه نسبت به بر طرف نمودن آنها اقدام گردد. با تغییر فصول سال اهمیت این موضوع بیشتر مشخص می گردد.
5- راه حلی ابتدایی و ساده جهت گرم نمودن محلول ها در وان های آهنی استفاده از شعله به صورت مستقیم می باشد. در این حالت مشعل در مجاورت کف وان قرارداده می شود. به این ترتیب با گرم شدن ورق کف حرارت به محلول مورد نظر منتقل می گردد. این روش از جمله قدیمی ترین تکنیک های استفاده شده در گرم نمودن مخازن آهنی می باشد که معایب بسیاری دارد. از جمله عیوب آن می توان به عدم توزیع حرارت یکنواخت، از بین رفتن ورق کف وان به دلیل مجاورت با حرارت مستقیم، آلودگی هوای کارگاه ناشی از احتراق و سخت شدن شرایط تنفسی برای اپراتور خط و همچنین خطرات جانی به دلیل احتمال بروز آتش سوزی در اثر مجاورت مواد قابل اشتعال اشاره نمود. متاسفانه این روش منسوخ کماکان در برخی واحدها بکارگرفته می شود.
6- توصیه می شود که به جهت حصول اطمینان از عملکرد صحیح سیستم گرمایشی و جلوگیری از آسیب رسیدن به آنها از تجهیزات ایمنی نظیر کنترل کننده دما و سطح محلول استفاده شود. در شکل 22 نمایی از وان مجهز به سیستم نمایشگر وکنترل کننده دما و نیز کنترل کننده سطح نشان داده شده است.

شکل 22. نمایی از یک وان مجهز به سیستم های کنترل کننده ی دما و سطح محلول.
7- همواره توصیه می شود به هنگام نصب گرم کن های برقی از کابل های استاندارد و متناسب با توان گرم کن استفاده شود. همچنین بکارگیری تجهیزات کنترلی نظیر کنترل فاز و تابلو برق اکیداً توصیه می شود.
8- به هنگام نصب گرم کن های برقی از آب بند بودن تمامی مناطق آن و نیز برق نداشتن غلاف اطمینان حاصل نمایید. عدم تامین ویژگی های مذکور منجر به آتش سوزی و برق گرفتگی خواهد شد.
9- معمولاً ترجیح داده می شود که تا حد امکان از ورود اشیاء فلزی حتی گرم کن ها به درون وان های آبکاری جلوگیری شود. علت این پدیده صرف نظر از رفتار خوردگی فلزات در محیط های آبی، جلوگیری از ایجاد جریان های سرگردان (Bipolar effect) می باشد. از این رو استفاده از گرم کن های سرامیکی و تفلونی می توانند مناسب باشند.
جمع بندی:
از آنجائیکه استفاده از سیستم های گرمایشی و سرمایشی در خطوط آبکاری می تواند تبعات مختلفی را بر روی راندمان تولید، هزینه های تمام شده و نیز شرایط حاکم بر کارگاه داشته باشد توصیه می شود در انتخاب تجهیزات مربوطه نهایت دقت به عمل آید. با محاسبه ی حجم محلول ها و در نظر گرفتن دمای کاری آنها می توان مشخصات مبادله کننده را ارزیابی نمود. بزرگ بودن بیش از حد مبادله کننده علاوه بر اتلاف حرارت منجر به از بین رفتن برخی مواد شیمیایی موجود در محلول ها می گردد. مقاومت شیمیایی مبادله کننده ها باید متناسب با ماهیت محلول مورد نظر انتخاب گردد. توصیه می شود که هنگام تهیه سیستم های گرمایشی و سرمایشی تمامی جوانب اعم از کارآیی، ایمنی و خدمات پس از فروش آنها در نظر گرفته شود.
مرجع سایت ایران بورد الکتریک
www.ibe-co.com
اهمیت به کارگیری تجهیزات استاندارد و کارآمد در بهبود کیفیت و راندمان فرآیند آبکاری (3)

بخش سوم : تاثیر بکارگیری آبکشی های به هم پیوسته (Cascade rinsing)
رضا مهتر قرهداغی(کارشناس ارشد خوردگی و حفاظت از مواد)
پیام صمدی(کارشناس ارشد مهندسی مواد و متالورژی)
چکیده:
صرف نظر از نوع فرآیند آبکاری وجه مشترک اکثر خطوط آبکاری استاندارد در دنیا حضور وان های آبکشی متعدد می باشد و از آنجائیکه خروجی این وان ها حجم عمده ای از پساب را تشکیل می دهند لازم است که میزان آب مصرفی در حین فرآیندهای آبکشی به حداقل رسانده شود. به این ترتیب علاوه بر کاهش مصرف آب می توان حجم پساب و هزینه های مرتبط با آن را نیز به حداقل رساند. امروزه در کشورهای پیشرفته استفاده از سیستم آبکشی چند مرحله ای به هم پیوسته (Cascade rinsing)، با هدف به حداقل رساندن میزان مصرف آب در طی فرآیندهای شستشو، یک الزام قانونی می باشد. با استفاده از این روش بالاترین راندمان شستشو در کنار کمترین میزان مصرف آب برآورده می شود. در مقاله ی قبلی اشاره ای کوتاه به این روش شده بود اما نظر به اهمیت آن در این مقاله به صورت موضوعی به آن می پردازیم.
مقدمه:
دلیل اهمیت شستشو چیست و چرا این فرآیند به ظاهر ساده، مهم است؟ شاید اشاره به این نکته که امروزه در کشورهای پیشرفته در یک خط آبکاری استاندارد نیکل – کروم از میان هر چهار وان موجود در خط، سه عدد وان به فرآیند شستشو اختصاص دارد برای مشخص شدن میزان اهمیت این مرحله کافی باشد. در واقع در خطوط استاندارد مرحله ی شستشو باید بعد از هر مرحله ی اصلی و به منظور برآورده نمودن اهداف زیر به کار گرفته شود :
1- متوقف نمودن واکنش شیمیایی محلول با قطعه
2- جلوگیری از آلوده شدن محلول های مراحل بعدی بواسطه ی انتقال محلول های مراحل قبلی به درون آنها
3- ممانعت از تغییر شرایط سطحی قطعه و تشکیل لکه به دلیل باقی ماندن محلول بر روی آن
شستشوی مناسب با بکارگیری حداقل مقدار نیروی انسانی و آب یک هدف ایده آل بوده که معمولاً به سختی برآورده می شود اما به جهت تبعات اقتصادی و زیست محیطی مربوط به آن همواره به عنوان هدف نهایی و مطلوب مورد توجه بوده است. کاهش نرخ مصرف آب علاوه بر کم کردن هزینه های مربوط به تامین آب، منجر به کاهش حجم پساب ناشی از خط و نیز توجیه پذیری اقتصادی بازیابی آن خواهد گردید که با این رویکرد تبعات زیست محیطی و اقتصادی کاهش مصرف آب مشخص می گردد. متاسفانه به دلیل ارزان بودن آب در کشور و عدم نظارت و مدیریت دقیق بر واحدهای آبکاری، اکثر فعالان این حوزه بدون در نظر گرفتن تبعات مربوط به فعالیت خود حجم غیر قابل قبولی از پساب را وارد واحد سیستم های فاضلاب می نمایند. این در حالیست که در کشورهای پیشرفته واحدهای آبکاری موظف هستند که با اتخاذ روش های مدیریتی کارآمد نسبت به تامین منابع آبی مورد نیاز خود اقدام نمایند. به طور مثال اگر یک واحد در روز نیاز به پنجاه متر مکعب آب داشته باشد تنها مجاز می باشد که بیست درصد از نیاز خود را از سیستم آب شهری استفاده نمایند و مابقی آنرا را باید از بازیابی پساب های کارگاه تامین نماید. با این رویکرد صاحبان اینگونه مراکز نه تنها ضرورت محافظت از منابع آبی خود را به خوبی درک می نمایند بلکه تمام تلاش خود را به کار می گیرند که کمترین میزان مصرف آب را در مراحل مختلف خطوط آبکاری داشته باشند. در واقع فعالان صنعت آبکاری در دنیا در تعریف عبارت "میزان تلاش لازم برای آبکاری یک قطعه" بازنگری نموده اند، به این مفهوم که در گذشته این عبارت بیشتر مترادف بود با مجموع مقدار ساعت کاری صرف شده توسط هر نفر اما از آنجائیکه امروزه هزینه های مربوط به مواد شیمیایی افزایش یافته و از سوی دیگر با پدیده های زیست محیطی و بحران کم آبی مواجه هستیم، فعالان این صنعت تبعات مربوط به این مضامین را نیز در باز تعریف عبارت فوق لحاظ نموده اند. به عبارت دیگر نقش استفاده ی بهینه از منابع را در طول فرآیند آبکاری قطعات برجسته نموده اند.
همانگونه که اشاره شد از جمله مراحلی که نقش بسزایی در تعیین میزان آب مصرفی یک خط آبکاری دارد مرحله ی آبکشی می باشد که با اتخاذ روش های کارآمد می توان آب مورد نیاز آنرا به طور چشمگیری کاهش داد. در این مقاله ابتدا شاخص های مرتبط با مرحله آبشویی را مرور کرده و سپس به تاثیر بکارگیری آبکشی های چند مرحله ای می پردازیم.
ضرورت شستشو و نسبت رقیق شدن:
به صورت عمومی لازم است که قطعات بین فرآیندهای مختلف آبکشی شوند. حال اگر قطعه ای که از مرحله ی شستشوی قلیایی (نظیر چربیگیری) بدون آبکشی وارد مرحله ی اسید شویی شود، منجر به آلوده شدن و تشکیل نمک روی سطح آن می گردد و لذا احتمال لکه دار شدن پوشش خواهد بود. متعاقباً اگر بعد از این مرحله نیز آبکشی انجام نشود محلول اصلی آبکاری آلوده خواهد شد. از سوی دیگر اگر آبکشی ها در آب آلوده انجام شود می تواند منجر به غیر فعال شدن سطح قطعات و یا انجام واکنش های جانبی و تشکیل رسوبات در درون مخازن آبکشی گردد. بنابراین رقیق سازی وان های آبکشی و تازه نمودن آب درون آنها مسئله ای حیاتی می باشد. شستشوی مناسب و استاندارد با غوطه ور نمودن قطعه در درون مخزن حاوی آب تمیز و روان صورت می پذیرد و این فرآیند منجر به رقیق شدن محلول به جا مانده بر روی قطعات می گردد. در این میان شاخصی وجود دارد به نام نسبت رقیق شدن که با استفاده از رابطه زیر محاسبه می گردد. در برخی موارد به این پارامتر فاکتور شستشو نیز گفته می شود.

مسئله ی مهم مقادیر عددی تعریف شده برای هر یک از مراحل می باشد. به عبارت دیگر مقادیر مجاز برای هر یک از عناصر در آبکشی های بعد از مراحل اصلی در تعیین نرخ جریان آب مورد نیاز موثر خواهد بود. شایان ذکر است حد مجاز آلاینده ها در پساب آبکاری در کشورهای اروپایی بسیار سختگیرانه است. به طور مثال برای عناصری همچون نیکل، مس و روی حد مجاز ppm 1 و در مورد کروم ppm 1/0 می باشد.
با استفاده از رابطه ی مربوط به "فاکتور رقیق شدن" می توان نرخ میزان مصرف آب را تعیین نمود و همچنین در صورت داشتن میزان غلظت مجاز تعیین شده از سوی سازمان های مربوطه برای غلظت عنصر آلاینده در پساب نهایی، می توان حجم آب مورد نیاز جهت دستیابی به غلظت مورد نظر را برآورد نمود. به جهت تبیین هر چه بهتر این معادله در ادامه مثالی ارائه می شود.
مثال : قطعات نیکل داده شده در درون یک وان دارای جریان آب روان شستشو داده می شوند. نرخ ورود پساب به وان شستشو (Drag out ) به مقدار 4 لیتر در هر ساعت تخمین زده می شود. اگر بخواهیم با نسبت 2000 این پساب را رقیق سازی نماییم به چه میزان آب در هر ساعت نیاز خواهیم داشت؟ ضمناً فرض می شود که غلظت فلز نیکل در حمام آبکاری 75 گرم بر لیتر باشد.
اگر تصور کنیم که شستشو صرفاً درون یک وان شستشو انجام شود (به صورت تک مرحله ای سرریز دار) طبق رابطه ی ارائه شده خواهیم داشت :
Dilution ratio = (4 + x) / 4 = 2000
با توجه به حجم پساب ورودی (Drag in) به وان شستشو و نظر به اینکه رقیق سازی با نسبت 2000 انجام می شود نرخ آب مورد نیاز تقریباً برابر با 8000 لیتر در هر ساعت خواهد بود. باید به این نکته اشاره نمود که نسبت رقیق سازی 2000 مورد تایید شرکت های معتبر در دنیا بوده و عددی منطقی، استاندارد و متداول می باشد. در این میان شاخصی وجود دارد به نام ثابت رقیق شدن که با حرف k نشان داده می شود و معکوس نسبت رقیق شدن می باشد :

بوسیله ی این پارامتر می توان غلظت عنصر مورد نظر را در وان شستشو محاسبه نمود. به این ترتیب که با ضرب نمودن غلظت اولیه ( C0 ) در ثابت رقیق شدن می توان به غلظت عنصر مورد نظر ( C ) در وان شستشو رسید. با توجه به غلظت فلز نیکل در محلول اصلی ( gr/lit 75 که معادل ppm75000 است)، خواهیم داشت :
(1/8000)×75000= 9.375 ppm
در حقیقت در این مثال با دانستن نرخ جریان آب توانستیم میزان رقیق شدن پساب را در آخرین شستشو تخمین بزنیم. حال اگر تصور کنیم که حد مجاز غلظت نیکل در شستشوی نهایی آبکاری تقریباً ppm10 باشد، یعنی غلظت مجاز تعریف شده این مقدار باشد، جهت رقیق سازی پساب تنها با استفاده از یک مرحله شستشوی سرریزدار نیاز به نرخ جریانی در حدود 8000 لیتر در هر ساعت خواهیم داشت که غیر قابل تصور و فاقد هرگونه توجیه اقتصادی می باشد.
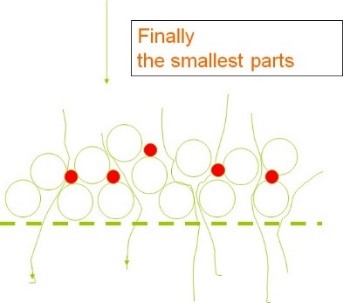
عمده هدف استفاده از شستشوی چند مرحله ای صرفه جویی در مصرف آب است به این ترتیب که با افزایش تعداد مراحل آبکشی، فرآیند رقیق سازی پساب را به جای یک مرحله در چندین مرحله ی متوالی انجام می دهیم و از همین رو در هر مرحله با پساب رقیق تری مواجه می شویم. در ادامه پیرامون این روش توضیحاتی ارائه می گردد.
شستشوی چند مرحله ای:
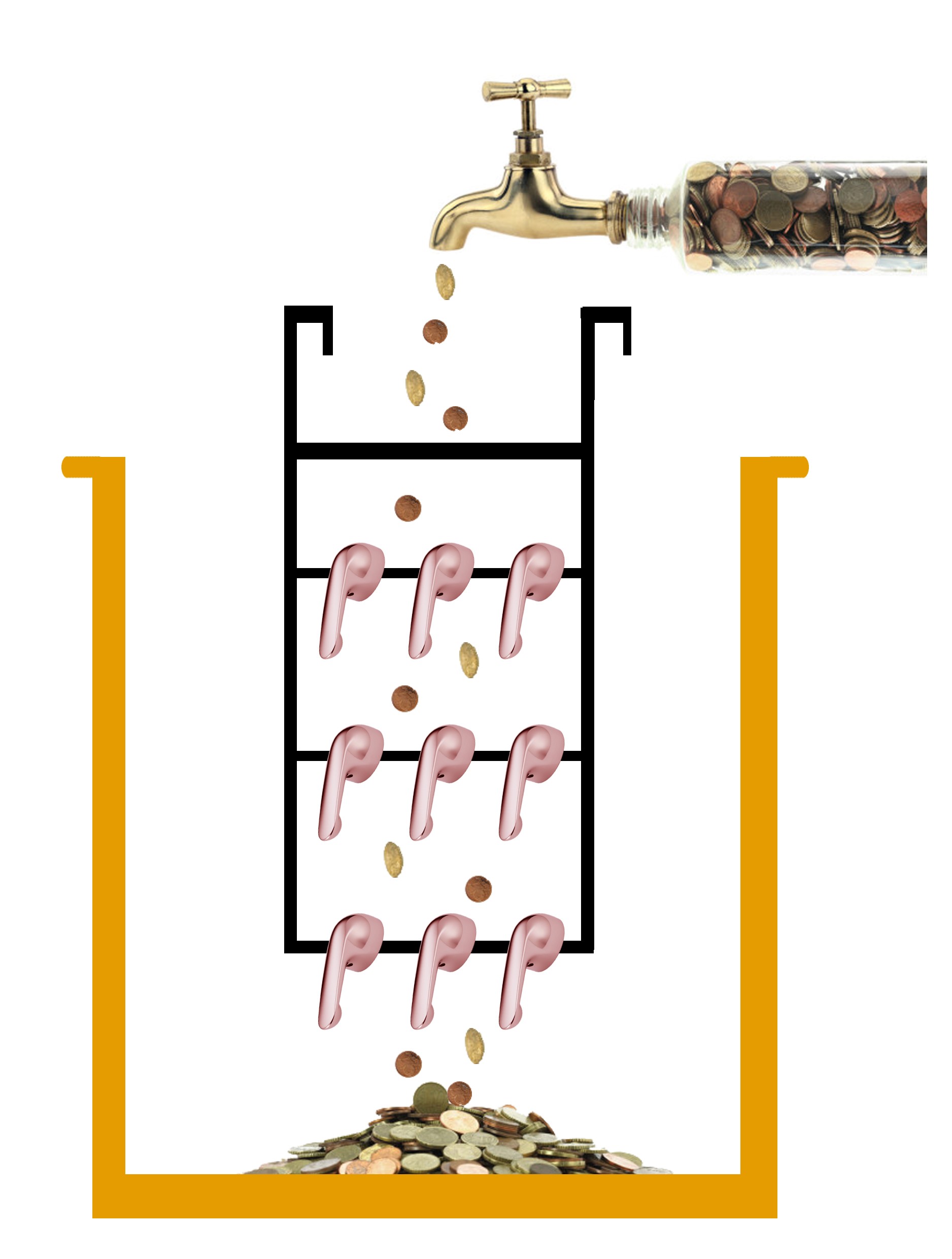
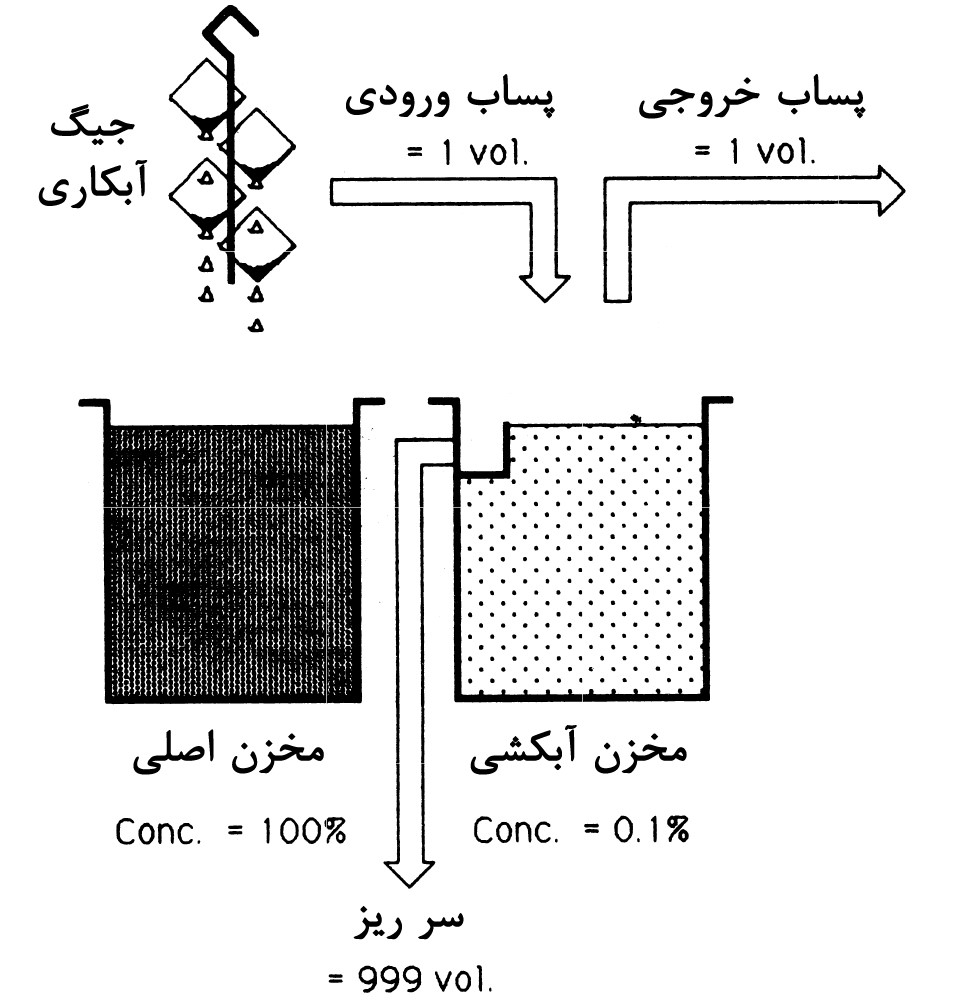
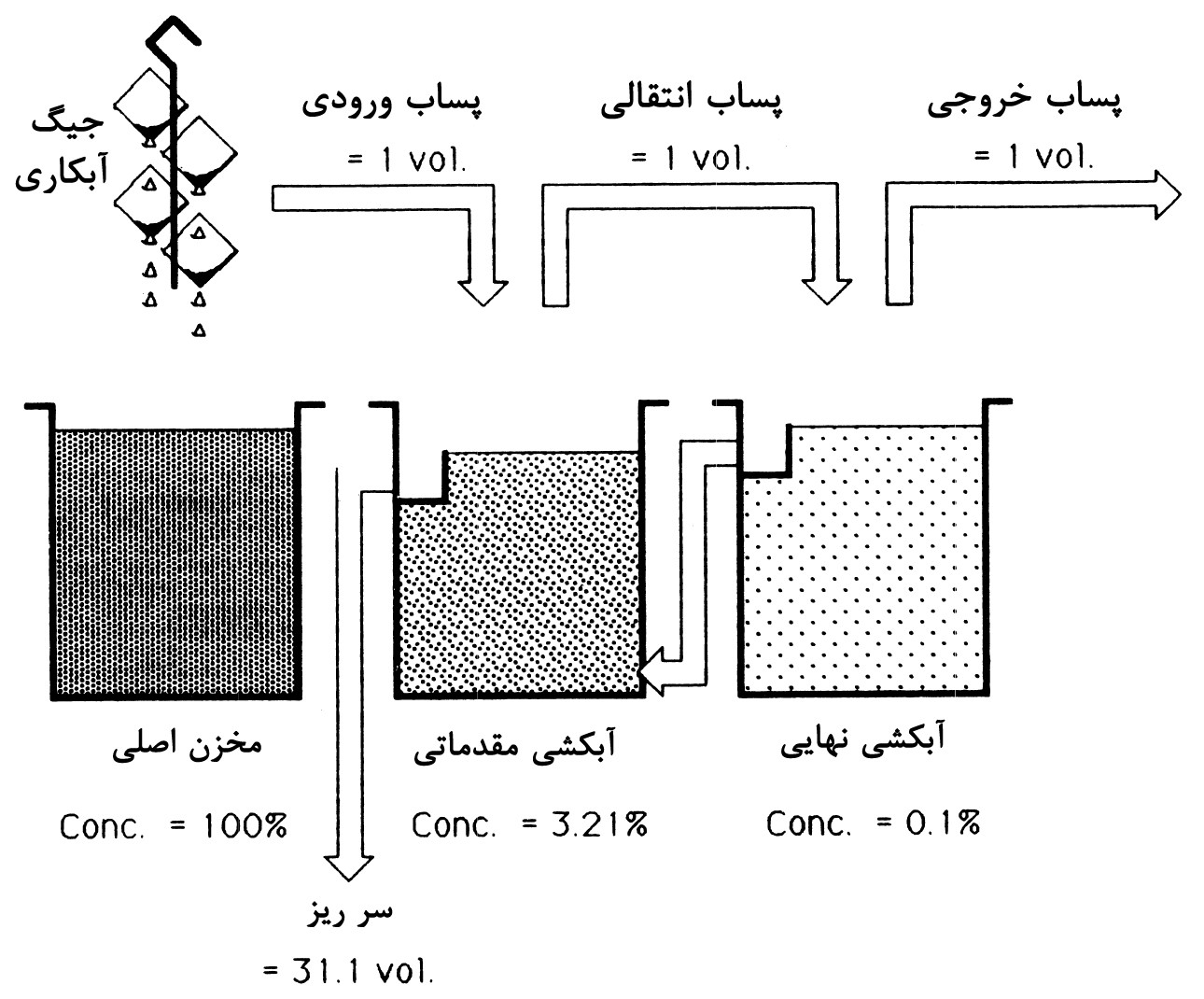
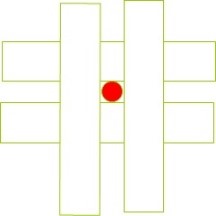
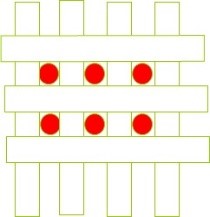
نشان داده شده است که با افزایش تعداد مراحل شستشو از یک به دو عدد، می توان به صورت محسوسی در مصرف آب صرفه جویی نمود. همانگونه که اشاره شد مبنای این پدیده افزایش تعداد مراحل رقیق شدن و در نتیجه کمتر شدن غلظت آلودگی ها در هر مرحله می باشد. جهت روشن تر شدن ماهیت این روش تصاویر شماتیکی از تاثیر افزایش تعداد آبکشی ها بر میزان نرخ آب مورد نیاز در اشکال 1 تا 3 نشان داده شده است. مشاهده می شود که با افزایش تعداد آبکشی ها میزان مصرف آب به طور چشمگیری کاهش می یابد. به این ترتیب که با افزایش مراحل رقیق سازی (آبکشی های دارای سرریز) نیاز به آب تازه در هر مرحله در مقایسه با حالتی که صرفاً از یک مرحله ی شستشو استفاده شود، کم می شود. در حالتی که تنها یک شستشو داشته باشیم، در برابر هر یک حجم پساب نیاز به 999 حجم آب در هر ساعت خواهد بود در حالیکه با افزایش تعداد آبکشی ها به دو عدد تقریباً نیاز به 31 حجم آب برای هر یک از شستشوها و در مجموع 62 حجم در هر ساعت برای هر دو خواهد بود. نهایتاً برای حالتی که سه مخزن شستشو داشته باشیم این عدد به 27 حجم کاهش خواهد یافت.
شکل 1. طرح شماتیکی از رقیق شدن پساب در وان های آبکشی یک مرحله ای دارای سرریز.
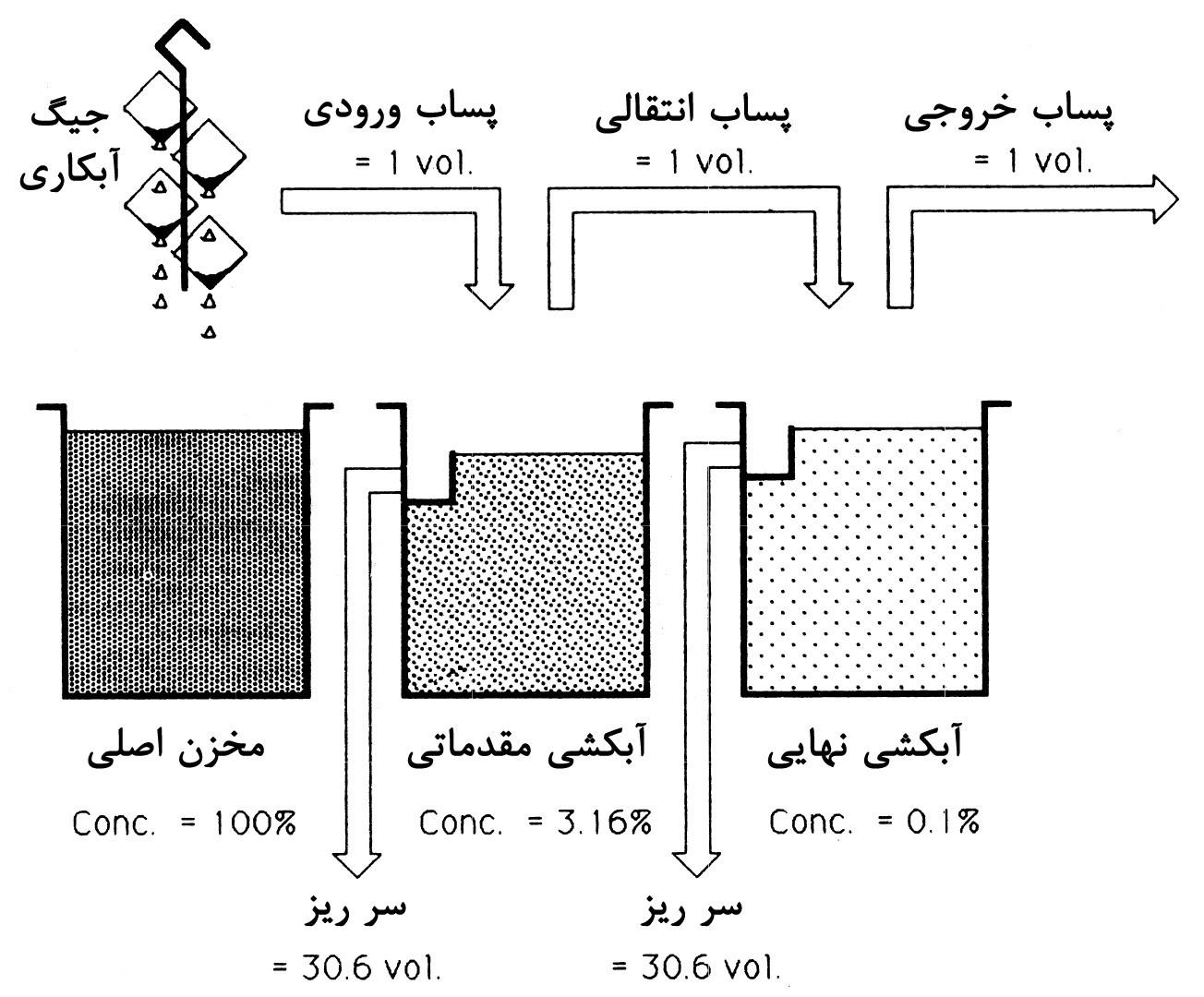
شکل 2. طرح شماتیکی از رقیق شدن پساب در وان های آبکشی دو مرحله ای دارای سرریز.

شکل 3. طرح شماتیکی از رقیق شدن پساب در وان های آبکشی سه مرحله ای دارای سرریز.
همانگونه که مشاهده گردید در این روش با بکارگیری مخازن شستشو به صورت جدا از هم و افزایش مراحل رقیق سازی توانستیم میزان مصرف آب را کاهش دهیم. حال اگر سیستم شستشو را به نحوی طراحی نماییم که جریان آب ورودی از تمامی وان ها عبور نماید، میزان مصرف آب باز هم کاهش خواهد یافت. در ادامه به معرفی فرآیند شستشوی چند مرحله ای به هم پیوسته می پردازیم.
نگاهی به شستشوی چند مرحله ای به هم پیوسته (Cascade rinsing):
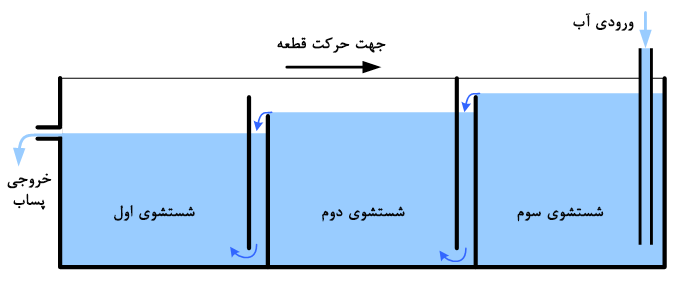
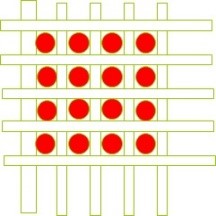
همانگونه که اشاره گردید در یک فرآیند شستشوی ایده آل باید با کمترین میزان مصرف آب، قطعات شستشو داده شوند. امروزه یکی از موثرترین روش ها در خطوط آبکاری دنیا به کارگیری شستشو های چند مرحله ای به هم پیوسته (Cascade rinsing) است. این سیستم مشابه با روش قبلی می باشد با این تفاوت که سرریز هر وان وارد وان قبلی خود می شود و به این ترتیب تنها نیاز به یک ورودی و یک خروجی خواهد بود. در شکل 4 نمونه ای از این سیستم نشان داده شده است.
شکل 4. شماتیکی از سیستم شستشوی دو مرحله ای به هم پیوسته.
در این سیستم، با استفاده از چند مرحله ی به هم پیوسته تلاش می شود تا غلظت عناصر فلزی و نیز سایر عناصر آلاینده نظیر سیانور در پساب خروجی به پایین ترین میزان ممکن برسد و در عین حال کمترین مقدار آب ممکن مصرف شود. نرخ آب مصرفی در این سیستم نیز توسط میزان حد مجاز رقیق سازی برای هر عنصر و نیز نوع فرآیند آبکاری ( آویز یا بشکه ) تعیین می شود.
در مورد آبکاری بشکه ای (Barrel) نرخ جریان آب مورد نیاز بیشتر است که در این میان اندازه بارل ، سایز سوراخ ها و نیز هندسه ی قطعات نقش تعیین کننده ای را در میزان محلول خارج شده ( Drag out ) از محلول اصلی دارند و از همین رو نرخ جریان آب مورد نیاز برای شستشو متفاوت خواهد بود. در این مورد حداقل نرخ آب مصرفی گزارش شده جهت شستشوی 50 تا 100 لیتر به ازاء هر ساعت می باشد. در مورد آبکاری آویز (Rack ) توصیه می شود که در خانه ی آخر از شستشوی اسپری استفاده گردد.
همانگونه که اشاره شد نرخ رقیق سازی متفاوت می باشد. امروزه در اروپا توصیه می شود که در طی فرآیندهای آماده سازی (Pre treatment) نسبت رقیق سازی باشد، یعنی به ازاء هر یک حجم پساب ورودی (Drag in ) باید 999 حجم آب داشته باشیم تا به این نسبت رقیق سازی صورت بگیرد. همینطور نسبت رقیق سازی پیشنهاد شده بعد از فرآیند آبکاری روی و بعد از فرآیند تکمیلی نظیر پسیواسیون می باشد که مورد آخر، به دلیل سختگیرانه بودن، کمتر برآورده می شود. لازم به ذکر است مقدار سطح آبکاری شده در هر ساعت نیز از جمله شاخص های موثر در تعیین میزان نرخ جریان مورد نیاز می باشد. مجدداً باید یادآوری نمود نظر به اهمیت حفاظت از محیط زیست و نیز ضرورت صرفه جویی در مصرف آب لازم است تمامی تمهیدات لازم جهت کاهش پساب تولید شده را اتخاذ نمود. رعایت مواردی همچون آهسته خارج کردن جیگ های آبکاری از درون محلول ها، افزایش زمان چکه، استفاده از صفحات شیبدار در فصل مشترک وان ها و طراحی جیگ مناسب پیشنهاد می شود. در ادامه مقایسه ی عددی جهت تبیین هر چه بهتر موضوع ارائه می شود. اگر میزان محلول خارج شده ( Drag out ) از یک وان آبکاری نظیر نیکل در حدود 7/3 لیتر در هر ساعت باشد و بخواهیم غلظت عناصر را در شستشوی نهایی برای فلز کروم به مقدار ppm 15 و برای سایر فلزات نظیر نیکل و روی به مقدار ppm 38 کاهش دهیم، جدول زیر مقادیر عددی مربوط به نرخ جریان آب مورد نیاز را در غلظت های اولیه متفاوت و نیز در انواع حالت های شستشوی یک تا چند مرحله ای ارائه می کند. این اعداد با استفاده از روابط حاکم استخراج شده است.
جدول 1. شرایط حاکم و نرخ جریان آب مورد نیاز در شستشوهای به هم پیوسته.
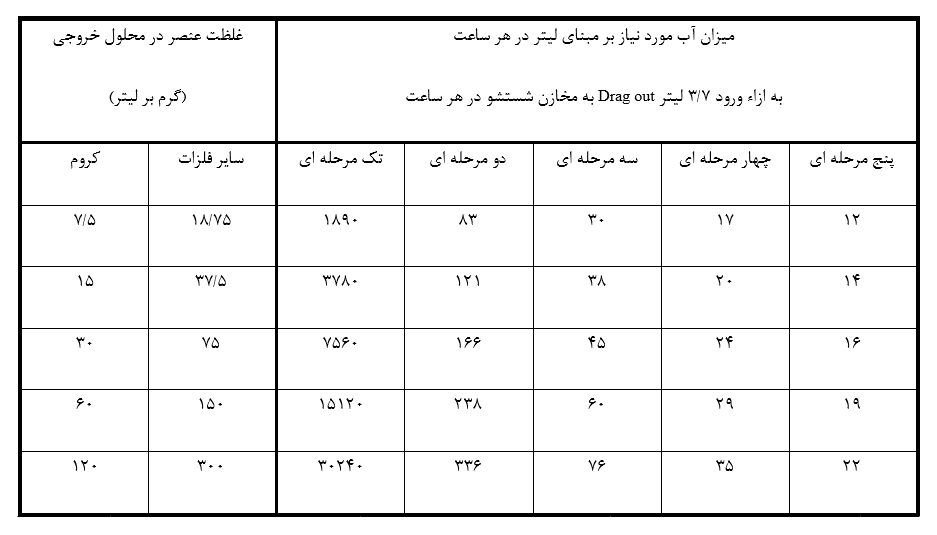
همانگونه که مشاهده می شود در حالتی که غلظت کروم در پساب خروجی ( Drag out ) lit/gr 120 باشد و در صورتی که تنها از یک شستشوی تک مرحله ای سرریز دار استفاده نماییم نیاز به بیش از سی هزار لیتر آب در هر ساعت خواهد بود و این در حالیست که در صورت به کارگیری سیستم شستشوی سه مرحله ای این عدد به کمتر از هشتاد لیتر آب در هر ساعت کاهش خواهد یافت که تفاوت حاصله بسیار چشمگیر است. در شکل 5 نمونه ای از وان آبکشی به هم پیوسته از نوع سه مرحله ای نشان داده شده است. همچنین با افزایش تعداد مراحل شستشو مصرف آب باز هم کمتر خواهد شد که معمولاً در انتخاب تعداد مراحل شستشو از روابط حاکم میان غلظت اولیه و نیز حد مجاز غلظت عنصر آلاینده در درون وان های شستشو استفاده می شود.
شکل 5. شماتیکی از سیستم شستشوی سه مرحله ای به هم پیوسته.
در پایان یادآور می شود که هر چه تعداد مراحل شستشوی بهم پیوسته (Cascade rinsing) بیشتر باشد مصرف آب کمتر خواهد بود و غلظت آلاینده ها در پساب خروجی با راندمان بالاتری کاهش خواهد یافت و در عین حال کیفیت آبکشی بواسطه رعایت فاکتور رقیق شدن نیز افزایش می یابد. همچنین توصیه می شود که بر روی وان های آبکشی از سیستم تلاطم هوایی استفاده شود زیرا در غیر اینصورت ممکن است آب تمیز قبل از استفاده شدن وارد سر ریز شود و به این ترتیب به هدر رود.
همواره نکات زیر را در بکارگیری شستشوهای چند مرحله ای به هم پیوسته باید در نظر داشت:
1- هر چه غلظت ناخالصی در محلول بیشتر می شود نرخ جریان آب مورد نیاز، صرف نظر از تعداد مراحل شستشو، بیشتر می شود. یاد آور می شود که غلظت پساب با حجم Drag out نسبت مستقیم دارد.
2- در صورتی که تنها از شستشوی یک مرحله ای استفاده گردد، نرخ جریان آب مورد نیاز جهت شستشو با نسبت مستقیم بر اساس غلظت ناخالصی در پساب افزایش می یابد.
3- نرخ جریان آب مورد نیاز با افزودن تنها یک مرحله شستشو به طور چشمگیری کاهش می یابد.
4- در جدول ارائه شده بیشترین تغییرات در میزان آب مورد نیاز در میان شستشوهای تک مرحله ای به دو مرحله ای می باشد. در حالی که کمترین تغییرات در نرخ جریان آب مصرفی در افزایش تعداد شستشوها از چهار به پنج مرحله است.
5- کاهش دادن حجم Drag out و کم کردن نرخ انتقال آن به وان های شستشو در مقابل کم کردن غلظت پساب توسط شستشوهای چند مرحله ای به هم پیوسته در اولویت قرار می گیرد. به بیان دیگر با بکارگیری روش های موثر باید تا حد امکان از انتقال محلول وان های اصلی نظیر نیکل و کروم به وان های آبکشی جلوگیری نمود.
جمع بندی:
متاسفانه بخش وسیعی از فعالان حوزه ی آبکاری علیرغم آگاه بودن نسبت به مصرف بی رویه ی آب توسط واحدهای مربوطه شان هیچگونه برنامه ی عملی جهت کاهش میزان مصرف آب ندارند و صرفاً به دنبال یافتن روش های تامین آن نظیر حفر چاه های غیر مجاز، خرید آب های بی کیفیت و ... هستند که شاید عمده ترین دلیل این موضوع را بتوان فعالیت های پنهانی آنها و عدم نگرانی از بر ملا شدن ماهیت کاریشان از یک سو و نیز ارزان بودن آب از سوی دیگر دانست. این عدم توجه منجر به بروز مشکلات متعدد از جمله تولید حجم وسیعی از پساب می گردد که معمولاً به دلیل عدم وجود سیستم های خنثی سازی این پساب مستقیماً به درون سیستم های فاضلاب ریخته می شود. این در حالیست که استفاده از سیستم های شستشوی چند مرحله ای به هم پیوسته (Cascade rinsing) نه تنها منجر به کاهش چشمگیر مصرف آب می گردد بلکه سبب افزایش راندمان آبکشی ها و نیز کاهش حجم پساب ناشی از خط می شود. کلام آخر اینکه اگر نگاه ما به پدیده ی صرفه جوئی در مصرف آب صرفاً مادی نباشد و لحظه ای از منظر هدر رفتن منابع این سرزمین به آن نگاه کنیم و وجوه اخلاقی کارمان را قضاوت نماییم، به طور حتم در نحوه ی مصرف آب تجدید نظر اساسی خواهیم نمود.
مرجع سایت ایران بورد الکتریک
www.ibe-co.com
اهمیت به کارگیری تجهیزات استاندارد و کارآمد در بهبود کیفیت و راندمان فرآیند آبکاری (2)

بخش دوم : فیلتراسیون
رضا مهتر قرهداغی (کارشناس ارشد خوردگی و حفاظت از مواد)
پیام صمدی (کارشناس ارشد مهندسی مواد و متالورژی)
چکیده:
در بخش قبلی مجموعه مقالات بکارگیری تجهیزات استاندارد و کارآمد، مطالبی پیرامون روش های مختلف ایجاد تلاطم در محلول و اهداف بکارگیری آن در خطوط آبکاری ارائه گردید که از جمله تاثیرات مهم آن ایجاد جریان های شدید در درون محلول بود. هر چند جهت دستیابی به نتایج عملی مطلوب و به منظور ایجاد شرایط یکسان در تمامی نقاط محلول استفاده از اینگونه تلاطم ها اجتناب ناپذیر می باشد اما از سوی دیگر این تلاطم ها منجر به معلق شدن ذرات ناخالصی موجود در محلول و احتمال همرسوبی آنها در درون پوشش می شود که این به معنای افزایش تعداد قطعات مردود در بازرسی های کنترل کیفی می باشد. بکارگیری فیلتراسیون در خطوط آبکاری موثرترین روش در جهت حذف نمودن ناخالصی ها و ذرات معلق در محلول ها می باشد. از این رو با توجه به اهمیت فیلتراسیون و تاثیرات آن بر روی کیفیت پوشش، این مقاله به این موضوع اختصاص یافته است.

مقدمه:
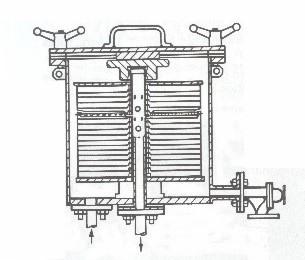
شاید فیلتراسیون محلولهای آبکاری جزء اولین ضرورت هایی بود که از همان ابتدا در ذهن آبکاران شکل گرفت، چرا که جذب شدن هرگونه آلودگی بر روی پوشش نهایی و عیوب ظاهری ناشی از آن غیر قابل پذیرش بود. از سوی دیگر ایجاد تلاطم در درون محلول و در نتیجه ایجاد یکنواختی در توزیع غلظت، حرارت و همچنین ممانعت از پسیو شدن آندها و تسریع فرآیند تامین یون فلزی ناشی از انحلال آندها، از جمله دیگر مزایای به کارگیری سیستم های فیلتراسیون بود که به مرور زمان آشکار گردید. در طول تاریخ صنعت آبکاری شرکت های سازنده ی فیلتر و تجهیزات مرتبط با آن نظر به نوع محلول و ماهیت ناخالصی موجود در آن کار بر روی سیستم های مختلف فیلتراسیون را در دستور کار واحدهای تحقیق و توسعه خود قرار داده اند تا به این ترتیب راندمان آنها را به بالاترین میزان ممکن افزایش دهند. نگاهی به تحولات صورت گرفته در طراحی فیلترها خود بیانگر تلاش های صورت گرفته است. در شکل 1 نمونه ای از فیلترهای استفاده شده در اواسط قرن بیستم نشان داده شده است. همچنین در شکل 2 تصاویری از فیلترهای امروزی ارائه شده است
.


شکل 1. نمونه ای از فیلترهای استفاده شده در اواسط قرن بیستم.


شکل 2. نمونه هایی از فیلترهای امروزی.
امروزه اکثر شرکت های سازنده ی فیلتر، محصولات خود را از نقطه نظر نوع صافی در سه دسته عرضه می نمایند که عبارتند از دیسکی، کارتریجی و کیسه ای. شایان ذکر است که گونه های دیگری نیز برای مصارف خاص وجود دارند، نظیر فیلترپرس ها که در خطوط تصفیه پساب با هدف جدا سازی رسوب جامد و لخته ای از آب بکار گرفته می شود. اساساً ساختار فیلترها شامل پمپ، مخزن و صافی می باشد و اصول کارکرد آن به این ترتیب است که محلول بوسیله ی پمپ به درون مخزن هدایت می شود و پس از عبور از درون صافی مجدداً به وان اصلی تزریق می گردد. رایج ترین نوع پمپ ها مکانیکی و مگنتیک می باشند که در شکل 3 تصاویر آنها نشان داده شده است. شایان ذکر است که پمپ های مگنتیک به دلیل عدم خوردگی قطعات درگیر با محلول (Mechanical seal) طول عمر بیشتری دارند.
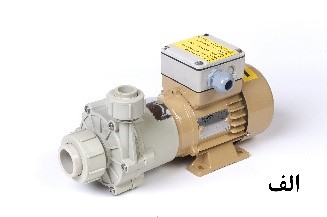

شکل 3. پمپ های مگنتیک (الف) و مکانیکی (ب).
در ادامه به اختصار به معرفی و کاربرد هر یک از فیلترهای مذکور پرداخته می شود.
فیلترهای دیسکی: این فیلترها حاوی دیسک های پلاستیکی از جنس پلی پروپیلن بوده که به همراه صافی های کاغذی و یا پارچه ای از جنس پلی پروپیلن، که در میان دیسک ها جاگذاری می شوند، استفاده می گردد. در شکل 4 تصویری از فیلتر دیسکی و نیز شماتیکی از داخل آن ارائه شده است.

شکل 4. تصویری از فیلتر دیسکی.
مکانیزم حذف ذرات ناخالصی توسط این نوع فیلتر در شکل 5 به صورت شماتیک نشان داده شده است. همانگونه که مشاهده می شود چهار مکانیزم برای نحوه ی حذف شدن ناخالصی ها توسط صافی های درون مخزن پیش بینی شده است. در حالت اول که محتمل ترین مکانیزم می باشد، ذرات ناخالصی درشت بر روی حفرات میکرونی موجود در سطح صافی ها جذب می گردد و از همین رو شرایط را برای عبور ذرات بعدی دشوار می سازد. حالت دوم رسوب نمودن ذرات ناخالصی در درون بافت صافی ها می باشد. در حالت سوم ناخالصی ها به دلیل ضربات ناشی از سایر ذرات در درون ساختار صافی حبس می گردد و نهایتاً چهارمین مکانیزم پیش بینی شده که عمدتاً در مورد ذرات بسیار ریز حاکم است، جذب شدن بواسطه ی نیروهای الکترواستاتیک می باشد.
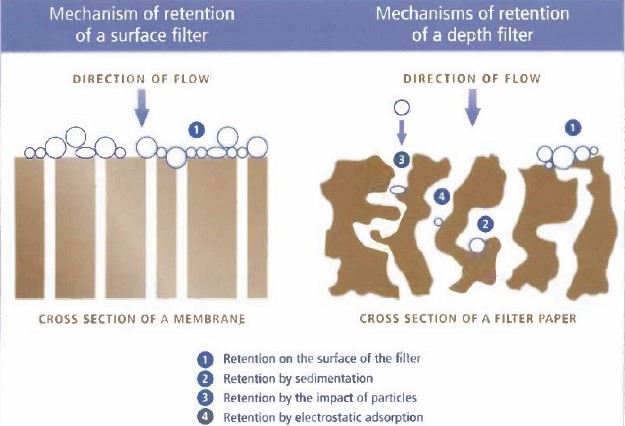
شکل 5. مقطع برش ورق صافی.
ورق های صافی معمولاً از جنس پارچه ای که عمدتاً دارای مش 50 میکرون و کاغذی ضخیم با مش 5 میکرون می باشند. شایان ذکر است که ورق های صافی کاغذی کربنی نیز وجود دارند که در برخی مواقع جهت حذف همزمان ناخالصی های معدنی و آلی مورد استفاده قرار می گیرند.
فیلترهای کارتریجی: در این نوع فیلتر از مغزی های پلاستیکی استوانه ای شکل که دارای حفرات سطحی فراوان می باشد استفاده می گردد. در شکل 6 تصاویری از اینگونه فیلترها و کارتریج های استفاده شده در آنها ارائه شده است.


شکل 6. تصاویری از فیلتر کارتریجی به همراه صافی های آن.
سطح خارجی کارتریج ها بسته به نوع کاربری آن، روکش می گردد. رایج ترین روکش کارتریج ها مجموعه ای از الیاف های مقاوم در برابر مواد شیمیایی است که بواسطه ی مش بندی آن، می توان محدوده ی وسیعی از ناخالصی ها را حذف نمود. مکانیزم حذف ذرات توسط کارتریج ها تقریباً مشابه با مکانیزم ارائه شده توسط دیسک های حاوی ورق های صافی می باشد.
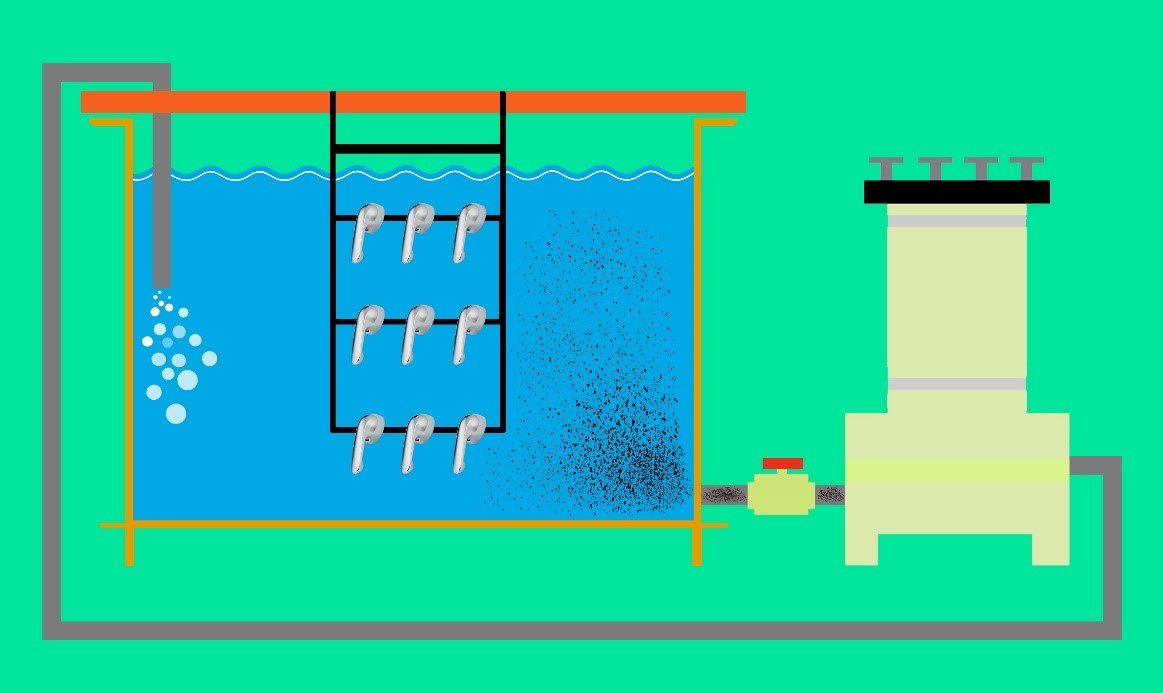
فیلترهای کیسه ای: عمده ویژگی فیلترهای کیسه ای آرام بودن نرخ جریان محلول عبوری از داخل آنها می باشد و به این ترتیب فرصت لازم جهت حذف شدن ذرات ناخالصی که حذفشان نیاز به زمان دارد ، داده می شود. در شکل 7 تصاویر مربوط به اینگونه از فیلترها نشان داده شده است.


شکل 7. تصاویری از فیلترهای حاوی کیسه.
فیلترهای دارای کیسه کاربردهای متنوعی دارند و بسته به نوع کاربرد در وضعیت های مختلفی به کار گرفته می شوند. مهمترین موارد استفاده از این نوع فیلتر عبارت است از:
1. فیلتراسیون با کیسه ی خالی: برای فیلتراسیون اولیه ی محلولهای فسفاته، آب برداری و همچنین در سیستم های تصفیه پساب پیشنهاد می شود. از جمله ویژگی های فیلتر نمودن با استفاده از کیسه ی خالی می توان به گنجایش بالا در نگهداری ناخالصی های حذف شده و نیز هزینه نگهداری پایین اشاره نمود.
2. فیلتراسیون با کیسه ی حاوی کربن: هدف از این روش حذف آلودگی های آلی موجود و یا تولید شده در وان حین فرآیند آبکاری است که اغلب محصول شکسته شدن ساختار افزودنی ها به دلایل مختلف می باشد. شایان ذکر است آرام بودن جریان در فیلترهای کیسه ای منجر به افزایش کارآیی ذرات کربنی خواهد شد.
3. فیلتراسیون با کیسه ی حاوی الیاف با خواص آب گریزی جهت حذف ذرات چربی و روغن: این روش فیلتراسیون منجر به حذف لکه های روغنی موجود در محلولها می گردد. اهمیت حذف روغن از چربیگیری و پساب مربوط به آن در کاهش شاخص COD در آنالیز پساب کلی خط می باشد.
4. فیلتراسیون با کیسه های حاوی الیاف برای مصارف خاص: در مواقعی که رسوبات ژل مانند در درون محلول وجود دارد می توان از این سیستم بهره گرفت. از جمله مواردی که از این فیلتر استفاده می شود در محلول های قلع اسیدی می باشد که همواره حاوی ذرات معلق قلع چهار ظرفیتی هستند. بالا بودن سطح موثر الیاف ها مهمترین پارامتر در افزایش راندمان حذف ترکیبات شیمیایی مورد نظر می باشد.
در جدول 1 دسته بندی کاربرد هر یک از فیلترهای مذکور ارائه شده است.
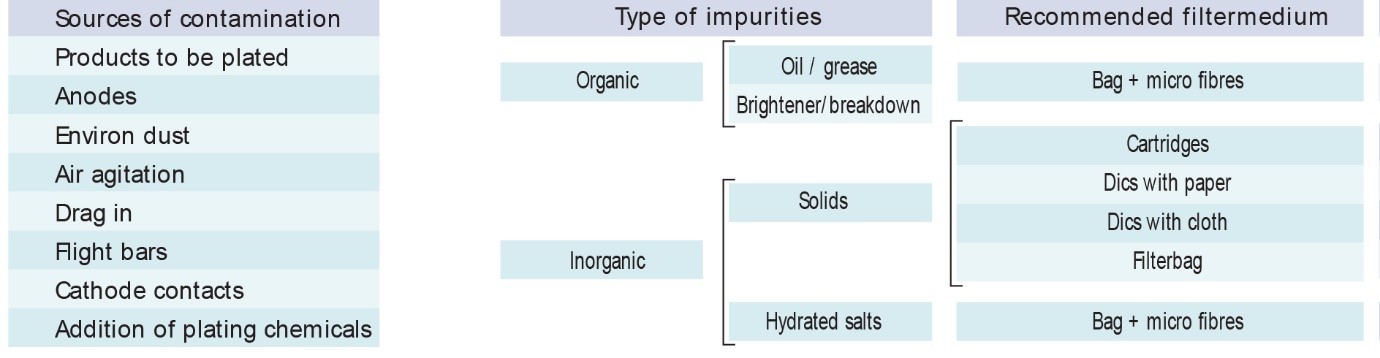
جدول 1. دسته بندی پیشنهادی برای استفاده از انواع فیلترها متناسب با نوع آلودگی.
به هنگام انتخاب فیلتر در نظر گرفتن موارد زیر می تواند به انتخاب هرچه صحیح تر کمک نماید:
1. سایز حفرات صافی فیلتر (میزان تخلخل صافی فیلتر)
2. ماهیت آلودگی ها
3. میزان آلودگی
4. دبی مورد نظر
5. فشار سیستم
6. نحوه به کارگیری فیلتر (پیوسته یا مقطعی)
7. محلول مورد نظر برای فیلتر
از آنجائیکه که موثرترین شاخص در حذف ناخالصی های جامد سایز حفرات صافی فیلتر می باشد، جهت تبیین نقش آن در راندمان فیلتراسیون، در ادامه به بررسی آن می پردازیم.
سایز حفرات،که برحسب میکرون تعریف می شود، متناسب با نوع محلول است که عمدتاً توسط تامین کنندگان مواد آبکاری تعیین می گردد. اگر ذرات موجود در محلول بزرگتر از حفرات صافی باشند، آنها به صورت مستقیم حذف خواهند شد (شکل9). در نتیجه ی انسداد حفرات توسط ذرات بزرگ، احتمال حذف ذرات کوچکتر نیز افزایش می یابد. به این ترتیب که اغلب ذرات دارای هندسه ی نامنظم می باشند و جذب شدن آنها توسط صافی فیلتر منجر به پدیده "پل زدن" می گردد. در شکل 10 این موضوع نشان داده شده است.
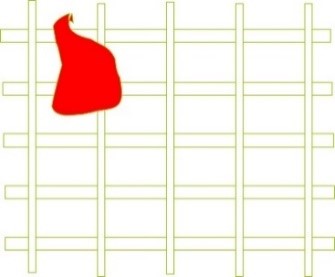
شکل 9. حذف شدن ذرات بزرگ به هنگام عبور از منافذ کوچک صافی فیلتر.
شکل 10. پدیده ی پل زدن.
همانگونه که در شکل 10 نشان داده شده است پدیده "پل زدن" می تواند در نتیجه ی گیر افتادن بیش از دو ذره معلق به طور همزمان در یک حفره نیز اتفاق بیافتد.
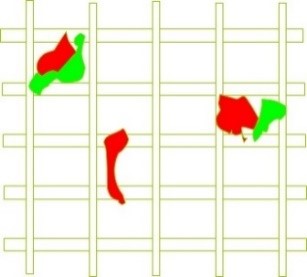
هنگامی که یک ذره در حفره ی صافی متوقف می شود (شکل 11)، حفره ی مذکور تقریباً بسته می شود و متعاقباً این حفره قابلیت حذف ذرات ریزتر را نیز مهیا می سازد. یادآور می شود که در ابتدا ذرات درشت تر حذف می شوند اما کماکان احتمال رد شدن ذرات ریزتر از میان آنها وجود دارد. به مرور زمان با ضخیم تر شدن لایه ی ناشی از حذف شدن ذرات بزرگ و تشکیل شدن کیک بر روی صافی ها، ذرات متوسط و نهایتاً بسیار ریز(میکرون) نیز حذف خواهند شد(شکل 12).
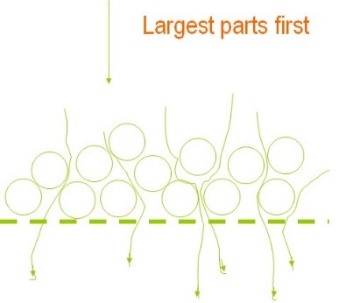
شکل 11. منافذ عبوری ذرات ریز پس از حذف شدن ذرات درشت.
شکل 12. حذف شدن ذرات بسیار ریز در نتیجه ی تشکیل کیک.
باید همواره در نظر داشت که عبور محلول حاوی ذرات معلق از درون فیلتر به دلیل رسوب نمودن ناخالصی ها بر روی صافی فیلتر منجر به پدیده ی افت فشار خواهد شد.
از سوی دیگر میزان حجم فضای خالی (فضای باز صافی ها) همواره از درجه اهمیت بالایی برخوردار می باشد. صافی با بالاترین میزان فضای خالی، مطلوب ترین حالت را داشته که بواسطه ی آن، طول عمر بیشتر و افت فشار اولیه ی کمتر را تضمین خواهد نمود. در شکل 13 به صورت شماتیک تاثیر میزان فضاهای خالی بر روی درصد جذب شدن ذرات ناخالصی توسط فیلتر نشان داده شده است.
شکل 13. تاثیر ریز شدن اندازه حفرات بر روی راندمان حذف ذرات ناخالصی از محلول.
نرخ جریان عبوری نیز از اندازه حفرات صافی ها متاثر می شود که در ادامه به نحوه بهبود آن اشاره می شود. در شکل 14 تاثیر افزایش مساحت آزاد فیلتر دیسکی (مساحتی که محلول از آن عبور می کند) بر روی راندمان حذف ناخالصی ها از محلول نشان داده شده است. بدیهی است که هرچه ظرفیت نگهداری ناخالصی ها توسط فیلتر بیشتر باشد، طول عمر مفید فیلتر افزایش خواهد یافت.
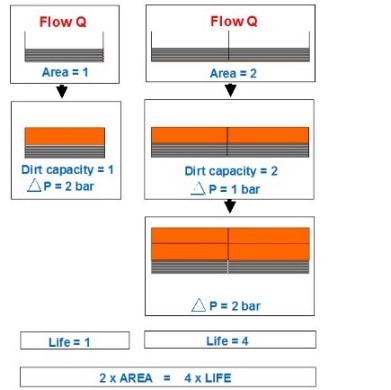
شکل 14. تاثیر افزایش مساحت موثر فیلتر بر روی راندمان حذف و طول عمر فیلتر.
در شکل 14 مناطق نارنجی رنگ معرف کیک تشکیل شده در داخل فیلتر می باشد. مشاهده می شود که با دو برابر شدن سطح موثر فیلتر دیسکی، طول عمر آن چهار برابر شده است. همچنین در شکل 15 تاثیر هندسه سطح خارجی کارتریج بر روی میزان مساحت موثر فیلتر نشان داده شده است. ایجاد برجستگی بر روی سطح خارجی فیلتر منجر به افزایش سطح موثر فیلتر از 05/0 به 5/0 متر مربع در کارتریج های 10 اینچی می شود.
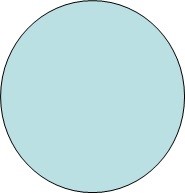
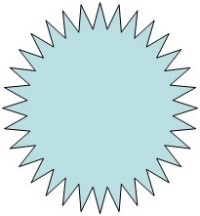
شکل 15. دو مقطع مختف از کارتریج فیلتر.
جهت انتخاب نوع فیلتر لازم است که آنرا را از دو دیدگاه اقتصادی و فنی مورد بررسی قرار دهیم که در ادامه به آنها پرداخته می شود.
ملاحظات اقتصادی در انتخاب فیلتر و تجهیرات مربوط به آن:
شاید بهترین مثال برای تبیین اهمیت در نظر گرفتن ملاحظات اقتصادی در انتخاب نوع فیلتر، اصل کوه یخ باشد (شکل 16). مطابق با این اصل نوک کوه یخ که از سطح آب بیرون آمده است کسر اندکی از حجم کلی کوه یخ را تشکیل می دهد و این در حالی است که همواره حجم بیشتری از کوه یخ در زیر آب پنهان بوده و قابل مشاهده نمی باشد. تناسب این اصل با انتخاب فیلتر از آنجاست که هزینه ی اولیه ای که مشتریان به هنگام خرید می پردازند همانند نوک کوه یخ است که در حدود 10 درصد هزینه هایی را که در آینده در پیش رو خواهند داشت را شامل می شود و شاید در نگاه اول اصلی ترین شاخص مشتریان به هنگام خرید باشد و این در حالی است که هزینه های مربوط به انرژی، کاهش تولید ناشی از خرابی فیلتر و متوقف شدن خط و نیز تعمیر و نگهداری از آن در حدود 90 درصد از هزینه های مرتبط با سیستم فیلتراسیون را در صورت انتخاب نادرست در آینده به آبکاران تحمیل خواهد نمود.
شکل 16. شماتیکی از اصل کوه یخ.
پس همواره باید این نکته را در نظر داشت که قیمت فیلتر نباید بیشترین تاثیر را در تصمیم گیری نهایی خریدار داشته باشد و باید بیش از هر چیز به هزینه های پیش رو توجه نمود.
ملاحظات فنی در انتخاب فیلتر و تجهیرات مربوط به آن:
امروزه جلوگیری از زبری پوشش احتمالاً عمده ترین دلیل فیلتر نمودن محلول های آبکاری می باشد. در شکل 17 نمونه ای از حبس شدن یک ذره ی معلق در درون پوشش، که نهایتاً منجر به ایجاد زبری بر روی سطح خارجی آن گردیده، نشان داده شده است.
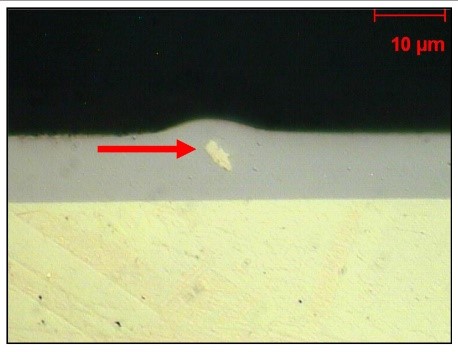
شکل 17. تصویر متالوگرافی از حبس شدن ذره ی ناخالصی در درون پوشش نیکل.
علاوه بر ذرات جامد معلق، آبکاران باید با سایر آلودگی های آلی و معدنی که به واسطه ی مواد به جا مانده در داخل قطعات (از مراحل قبل) به درون محلول وارد می شوند، نیز مقابله نمایند. همچنین قدرت پوشش دهی بیشتر با احتمال سوختگی کمتر، در حمام های عاری از آلودگی امکان پذیر می باشد. اگر اجازه ی به وجود آمدن این قبیل آلودگی ها در حمام داده شود، خواص پوشش تحت تاثیر قرار خواهد گرفت. از همین رو فیلتراسیون کربنی و یا صفحه گذاری با برق پایین به صورت پیوسته و یا دوره ای اغلب اینگونه آلودگی ها را حذف خواهد نمود.
هنگامی که می خواهیم یک سیستم فیلتراسیون را طراحی نماییم ابتدا باید هدف اصلی از آن را مشخص نماییم، که در این میان یکی از موارد زیر می تواند محتمل باشد:
1. سطح آبکاری شده با بالاترین کیفیت و همچنین با صافی سطحی و درخشندگی بالا
2. دستیابی به خواص فیزیکی مناسب از نقطه نظر اندازه دانه ی پوشش و نیز مقاومت در برابر سایش و خوردگی
3. دستیابی به حداکثر راندمان فرآیند آبکاری و نیز کنترل دقیق پارامترهای حاکم بر آن نظیر قدرت پوشش دهی (پر کنندگی)، سرعت آبکاری و نیز عاری نمودن محلول از هرگونه آلودگی
پس از مشخص شدن هدف، حال باید موارد زیر را پیش از انتخاب فیلتر و صافی های مربوط به آن بررسی نمود:
- میزان ورود آلودگی به محلول: ذرات معلق از نقطه نظر اندازه، نوع و میزان ، همچنین آلودگی های آلی و معدنی حل شده در درون محلول
- نرخ جریان مورد نیاز: میزان گردش محلول در هر ساعت برای حجم مشخصی از محلول جهت دستیابی به شفافیت بالا
- تناوب فیلتراسیون: بازه زمانی مورد نظر جهت فیلتر نمودن محلول و حذف آلودگی از آن
در ادامه به بررسی هر یک از موارد مذکور می پردازیم:
میزان ورود آلودگی به محلول:
به طور کلی منابع آلودگی ها در حمام های آبکاری عبارتند از ورود محلول های مراحل قبلی به وسیله قطعات (Drag in)، گرد و غبار، آند و کیسه ی آن، پلیسه و براده های فلزی درون قطعات، تجهیزات انتقال قطعه در طول خط، آب مورد نیاز و نیز هوای مورد استفاده برای ایجاد تلاطم در محلول. جهت حذف نمودن موثر این آلودگی ها، سیستم فیلتراسیون باید با در نظر گرفتن میزان و ماهیت آلاینده های موجود در درون وان آبکاری طراحی گردد. اهمیت این موضوع از آنجاست که فیلتری با ظرفیت کم و ناکافی جهت نگهداری آلاینده ها در درون خود، در بازه های زمانی کوتاه تری نیاز به شستشو و سرویس های مربوطه خواهد داشت. از سوی دیگر فشار ناگهانی ناشی از جمع شدن آلودگی ها در درون صافی های فیلتر منجر به افزایش تنش وارده به پمپ و نهایتاً آسیب دیدن قطعات آن خواهد گردید. از همین رو با کاهش میزان ورود آلودگی ها به درون فیلتر می توان هزینه های مربوط به تعمیر و نگهداری فیلتر و پمپ را تا حد چشمگیری کاهش داد. حتی بعد از مراحل تمیز کاری و آبکشی، برخی ذرات جامد و آلودگی ها به قطعات، جیگ ها و نیز مخازن بارل می چسبند. بنابراین این آلودگی ها به واسطه ی موارد مذکور به درون محلولهای آبکاری وارد خواهند شد. در این میان میزان آلاینده های وارد شده به محلولها به صورت مستقیم با نوع قطعه، روش آبکاری (آویز یا بارل)، راندمان تمیز کاری قطعات و سیکل تمیز کاری آنها در ارتباط می باشد. یادآور می شود که با بازرسی های دوره ای می توان ورود برخی از آلودگی ها به درون محلول ها را به حداقل رساند. به طور مثال بررسی شرایط محیطی اطراف وان ها نظیر دیوارها و سقف کارگاه یکی از راهکارهای ابتدایی در جلوگیری از ورود آلودگی ها به درون وان می باشد.
در خطوط آبکاری، انواع قطعات آبکاری می شوند و از همین رو برای عاری بودن محلولها از هر نوع آلودگی، سیستم فیلتراسیون باید برای شرایطی با بالاترین میزان کارکرد خط و نیز سخت ترین و پیچیده ترین قطعات جهت تمیزکاری و آبکشی، طراحی گردد. در این میان میزان آلودگی وارد شده به حمام آبکاری در روش بارل زیاد است چرا که در این روش امکان آبکشی مناسب وجود ندارد. از همین رو فیلتراسیون در خطوط بارل تمام اتوماتیک باید به صورت پیوسته باشد و تجهیزات فیلتراسیون باید به گونه ای انتخاب گردد که زمان توقف ناشی از تعمیرات را به حداقل برساند.
میزان ورود آلودگی ها به وان آبکاری را اغلب می توان با بهینه سازی فرآیند آماده سازی کاهش داد. به طور مثال چربیگیری گرم به روش غوطه وری برای قطعات ماشین کاری و یا پرداخت شده بسیار مناسب می باشد. همچنین ایجاد چرخش در محلول همزمان با سیستم سرریز، کمک قابل توجهی به حذف روغن از محلولهای چربیگیری می نماید. یادآور می شود روغن به سرعت سبب آلوده شدن صافی های فیلتر می گردد. همچنین افزایش راندمان اکسید زدایی نیز سبب کاهش میزان ورود آلودگی به درون محلول اصلی خواهد داشت. آبکشی های دارای سرریز کمک شایان توجهی را به کاهش ورود آلودگی به محلولهای مراحل بعدی خواهند نمود. اساساً به دلیل ماهیت فرآیند تمیز کاری حضور آلودگی در درون محلول (اعم از آلی و معدنی) اجتباب ناپذیر می باشد. باید همواره در نظر داشت که فیلتراسیون عادی منجر به حذف آلودگی هایی نظیر ترکیبات آلی، افزودنی ها و روغن ها نخواهد شد و تنها روش حذف آنها استفاده از کربن فعال می باشد. از سوی دیگر برخی محلولهای آبکاری نظیر نیکل براق، در حین فرآیند آبکاری محصولات آلی جانبی تولید می نمایند. از آنجائیکه نرخ تولید و افزایش آلودگی های آلی و معدنی در حمام یکسان نمی باشد، انتقال محلول به مخزن کمکی توسط فیلتر پمپ و تمیز نمودن وان اصلی کارآمد خواهد بود چرا که با این روش هر دو گونه حذف خواهند گردید. بررسی نمودن شفافیت و نرخ جریان محلول و نیز کیفیت سطحی پوشش نیاز به فیلتراسیون کلی و کربن زنی مجدد را مشخص خواهند نمود. همچنین وجود آلودگی های محلول در وان را می توان با بررسی نمونه های تست هول سل ارزیابی نمود. حفره دار شدن، چسبندگی ضعیف و نیز لکه دار شدن پوشش در این آزمون می تواند شاخصی برای نیاز به کربن زنی محلول باشد.
نرخ جریان مورد نیاز:
نرخ جریان بالا شاخصی ضروری جهت حذف هرچه سریعتر ناخالصی ها از محلول و نیز ممانعت از رسوب آنها بر روی قطعات می باشد. آبکاری در درون محلول عاری از ناخالصی ایده آل ترین حالت می باشد و این شرایط صرفاً در محیط های آزمایشگاهی قابل دستیابی خواهد بود. در محیط های صنعتی که با محلول هایی با حجم بالا مواجه می شویم حضور برخی ناخالصی ها اجتناب ناپذیر بوده و باید این موضوع را پذیرفت اما در این میان فیلتراسیون پیوسته می تواند بالاترین کیفیت در تولید را به واسطه ی پایین نگه داشتن میزان ذرات جامد معلق در محلول، ایجاد نماید. همانگونه که نمودار ارائه شده در شکل 18 نشان می دهد، 4 تا 5 بار گردش کامل محلول وان منجر به حذف بیش از 90 درصد از ذرات جامد معلق موجود در محلول، خواهد گردید. البته با این پیش فرض که هیچ گونه ذرات جامد دیگری از طریق عوامل خارجی به وان وارد نگردد.
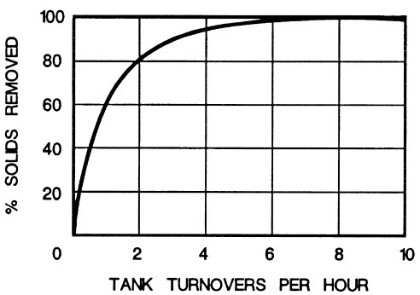
شکل 18. نمودار درصد ذرات ناخالصی حذف شده بر حسب تعداد بار گردش محلول در هر ساعت.
از آنجایی که در اغلب مواردی که فیلترها نصب می گردند، نرخ ورود آلودگی ها به مراتب بیشتر از مقداری است که توسط فیلتر حذف می گردند، مقدار ناخالصی ها و ذرات جامد در محلول به آرامی و با گذشت زمان افزایش می یابد. جهت غلبه بر این پدیده باید فیلتراسیون به صورت پیوسته و حتی در زمان هایی که آبکاری انجام نمی شود نیز اعمال گردد.
نمودار شکل 19 نشان می دهد که به واسطه ی جمع شدن ناخالصی های حذف شده در درون فیلتر، دبی آن کاهش می یابد. همچنین شکل 19 نشان دهنده ی کاهش نرخ جریان عبوری از فیلتر در نتیجه ی جمع شدن ذرات ناخالصی حذف شده بر مبنای کارکرد روز به روز در طول یک هفته می باشد. به طور نمونه در نقطه ی A که فیلتر آغاز به کار نموده است، بیشترین میزان جریان عبوری محلول از درون فیلتر را در کنار کمترین میزان فشار خواهیم داشت و این در حالی است که با گذشت چهار روز (نقطه ی B) و به دلیل گرفته شدن منافذ فیلتر، شاهد کاهش میزان جریان عبوری از درون فیلتر و افزایش فشار درونی فیلتر هستیم.
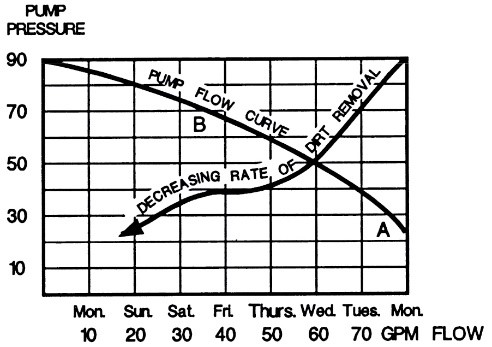
شکل 19. نمودار تغییرات فشار بر حسب میزان دبی محلول عبوری از درون فیلتر.
این کاهش نرخ جریان فیلتر، خود می تواند شاخصی برای زمان های توقف طولانی به هنگام تمیز نمودن فیلتر باشد. همچنین از این نمودار می توان به وضوح متوجه شد که چرا آبکاران ممکن است در زمانهای توقف کارکرد فیلتر، زبری را تجربه نمایند. باید این نکته را مدنظر داشت که هنگامی که فیلتر تمیز می شود، به هنگام شروع به کار محلول نرخ جریان بالایی را خواهد داشت که به همین دلیل ذرات ته نشین شده در کف وان به واسطه ی تلاطم شدید ایجاد شده، در درون محلول معلق خواهند شد و از همین رو توصیه می شود پس از تمیز نمودن فیلتر، تا زمانیکه سطح آلودگی ها بوسیله ی فیلتراسیون کاهش داده شود و به حد مجاز برسد، از آبکاری قطعات پرهیز نمود.
تناوب فیلتراسیون:
همواره حالت مطلوب این است که آبکاری در محلول های عاری از هرگونه ناخالصی صورت پذیرد. سریعترین روش جهت دستیابی به شفافیت بالای محلول انتقال دادن آن به وسیله یک فیلتر پمپ از وان اصلی به وان کمکی می باشد. یادآور می شود که جهت حفظ همزمان شفافیت محلول و یکنواختی کیفیت پوشش، فیلتراسیون پیوسته توصیه می شود. در جدول 2 مشخصات مورد نیاز برای فیلتراسیون محلول های رایج در فرآیندهای تمام کاری سطح ارائه شده است. همانگونه که در جدول 2 مشاهده می شود برای اغلب محلولهای آبکاری میزان دبی محلول عبوری از درون فیلتر باید به گونه ای باشد که تعداد بار گردش کل محلول داخل وان از درون فیلتر (turnover/hr) به مقدار دو الی سه بار در هر ساعت برسد. این بدان معناست که به طور مثال وانی با حجم تقریبی 3800 لیتر نیاز به فیلتراسیون با نرخ جریان 7000 الی 12000 لیتر در هر ساعت را دارد. هرچند آبکاران باید این نکته را در نظر داشته باشند که جهت حذف صد درصدی ذرات جامد، باتوجه به نمودار ارائه شده در شکل 18، نیاز به حداقل 10 بار گردش کامل محلول خواهیم داشت.
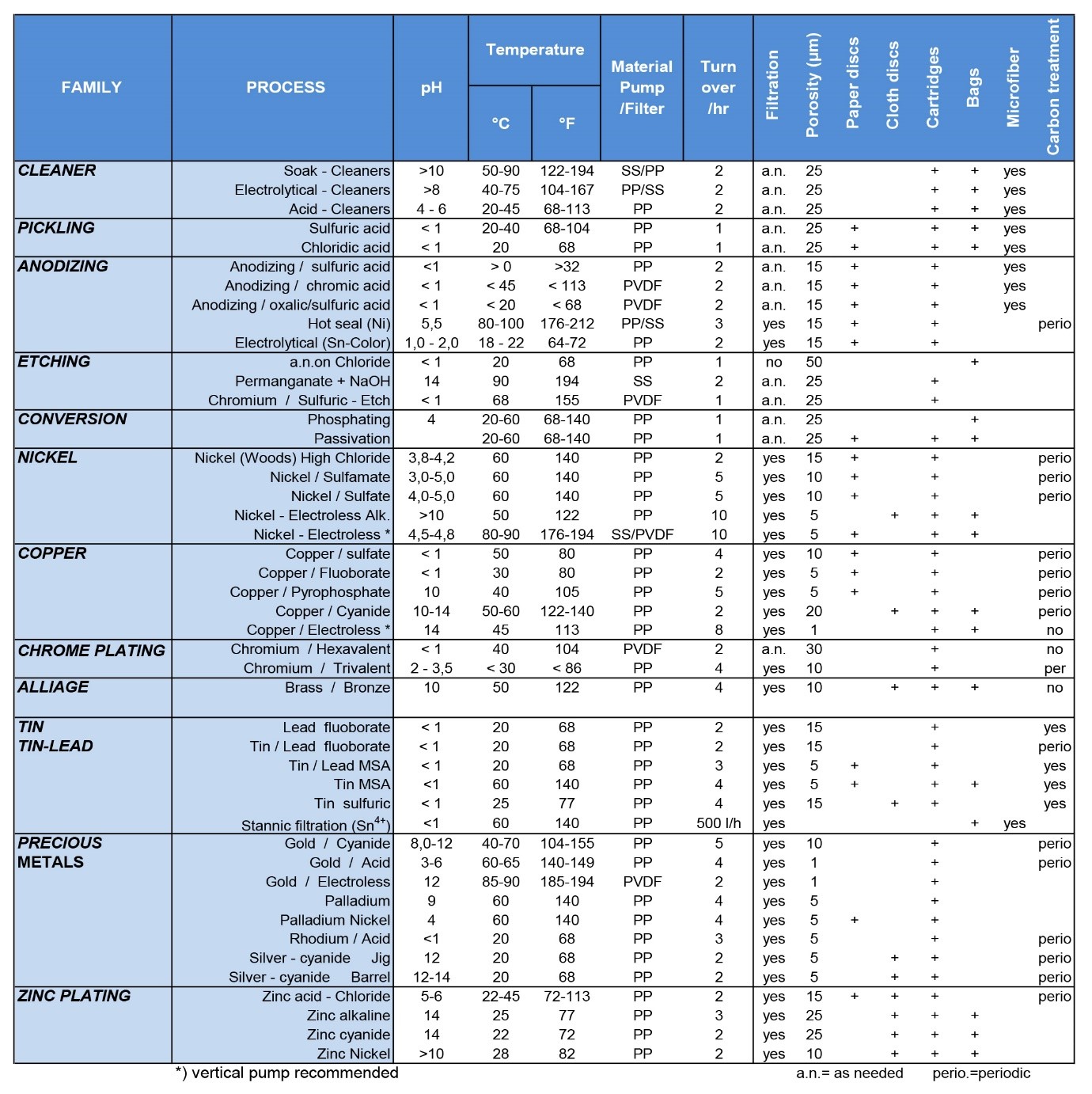
جدول 2. مشخصات فیلتراسیون محلول ها در فرآیندهای رایج در تمام کاری سطح.
به منظور تبیین هرچه بهتر این موضوع مثالی ارائه می شود. اگر وانی با حجم 380 لیتر داشته باشیم و بخواهیم در هر ساعت یک بار کل محلول را فیلتر نماییم، (1 turnover/hr) خواهیم داشت:
380 lit/60 min = 6.3 lpm
یعنی در هر دقیقه 3/6 لیتر فیلتر می شود. با این حساب پس از گذشت 5 دقیقه تقریباً مقدار 32 لیتر از حجم محلول از درون فیلتر عبور می نماید (در حدود 8%) و این در حالی است که اگر دبی فیلتر 10 برابر این مقدار باشد خواهیم داشت:
10×380 lit/ 60 min = 63.3 lpm
با این میزان دبی خروجی پس از گذشت 5 دقیقه تقریباً 320 لیتر از حجم کلی محلول فیلتر خواهد شد (در حدود 80%). در شکل 20 مقایسه مذکور به صورت شماتیک نشان داده شده است.
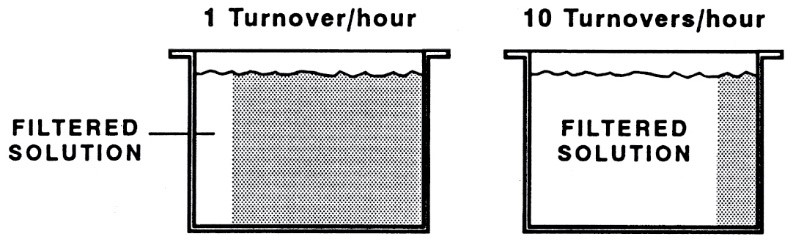
شکل 20. مقایسه ی شماتیکی تاثیر افزایش میزان دبی فیلتر بر روی راندمان فیلتراسیون.
نکاتی پیرامون نحوه ی نصب فیلتر:
طریقه ی نصب فیلتر تاثیر به سزایی را بر روی طول عمر کاری آن می گذارد. به همین خاطر در این قسمت به برخی نکات کاربردی در نصب فیلترها اشاره می شود.
1. توصیه می شود که جهت جلوگیری از وارد آمدن فشار به پمپ فیلتر و داغ شدن آن از قرار دادن فیلتر در موقعیت های بالاتر نسبت به سطح محلول خودداری شود. در شکل 21 این موضوع به صورت شماتیک نشان داده شده است.
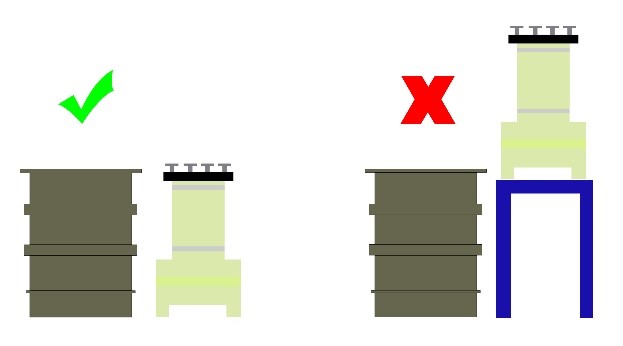
شکل 21. شماتیکی از موقعیت مناسب فیلتر نسبت به وان.
2. طول لوله ی مکش کوتاهترین مقدار ممکن انتخاب شده و حتی المقدور از شلنگ مناسب (فنر دار) استفاده گردد.
3. در صورت استفاده از سیستم لولهکشی از بکارگیری زانو، خم و فیتینگی در قسمت مکش تا حد ممکن خودداری شود.
4. لوله ی مکش و ورودی محلول حتماً در دو نقطه مقابل و حتی المقدور دور از هم در وان باید قرار داده شود.
5. هر از چند گاهی باید صافی فیلترها خارج گردیده و شستشو داده شوند ( با اسید رقیق مثل اسید سولفوریک 20%) و سپس آبکشی فراوان شود تا باقیمانده ی اسید از روی آنها پاک شود. علت این موضوع جلوگیری از گرفته شدن روزنه ی صافیها می باشد که منجر به وارد آمدن فشار به پمپ میگردد.
6. هرگز نباید فیلتر خشک کار کند و هنگام هواگیری باید کاملاً مراقب این مسئله بود. محلول خروجی باید عاری از حباب هوا باشد.
7. جهت چرخش پروانه ی موتور فیلتر باید هر از چند گاهی کنترل شود تا مطابق با فلش روی بدنه ی موتور آن باشد. ضمناً باید دقت نمود که برق ورودی فیلتر هرگز دو فاز یا تکفاز نگردد.
8. هنگام شستشوی بدنه ی فیلتر باید مراقب بود که آب بر روی الکترو موتور ریخته نشود.
9. در مواقعی که محلول مورد نظر برای فیلتراسیون حاوی ترکیباتی است که در صورت سرد بودن محلول رسوب تشکیل میدهند، جهت استفاده هر چه بهتر از فیلتر توصیه میشود ابتدا فیلتر را خاموش کرده و پس از گرم نمودن وان، محلول گرم شده به داخل فیلتر تزریق شود. پس از حصول اطمینان از حل شدن رسوبات اقدام به روشن کردن فیلتر نمود.
10. استفاده از کنترل فاز، بی متال و سایر تجهیزات حفاظتی برق ورودی توصیه میشود.
11. اپراتور باید مرتباً نمایشگر گیج فشار روی مخزن را کنترل نموده و چنانچه به حد 2-5/1 بار رسید سریعاً نسبت به تعویض و یا شستشوی صافیهای مخزن و دیسکها اقدام نماید.
جمع بندی:
امروزه آبکاران هزینه های بسیاری را جهت تامین مواد اولیه مورد نیاز خود نظیر نمک و آند، با بالاترین میزان خلوص، متحمل می شوند و حتی محلول ها را با آب مقطر و یا آب های سختی گیری و فیلتر شده می سازند. تردیدی نیست که تمامی این تلاش ها برای دستیابی به محلول هایی با خلوص بالا و کارآمد است و از همین رو این محلول ارزشمند را باید هر روز و هر لحظه محافظت و کنترل نمود.
مرجع سایت ایران بورد الکتریک
www.ibe-co.com
اهمیت به کارگیری تجهیزات استاندارد و کارآمد در بهبود کیفیت و راندمان فرآیند آبکاری

بخش اول : تلاطم
رضا مهتر قرهداغی (کارشناس ارشد خوردگی و حفاظت از مواد)
پیام صمدی (کارشناس ارشد مهندسی مواد و متالورژی)
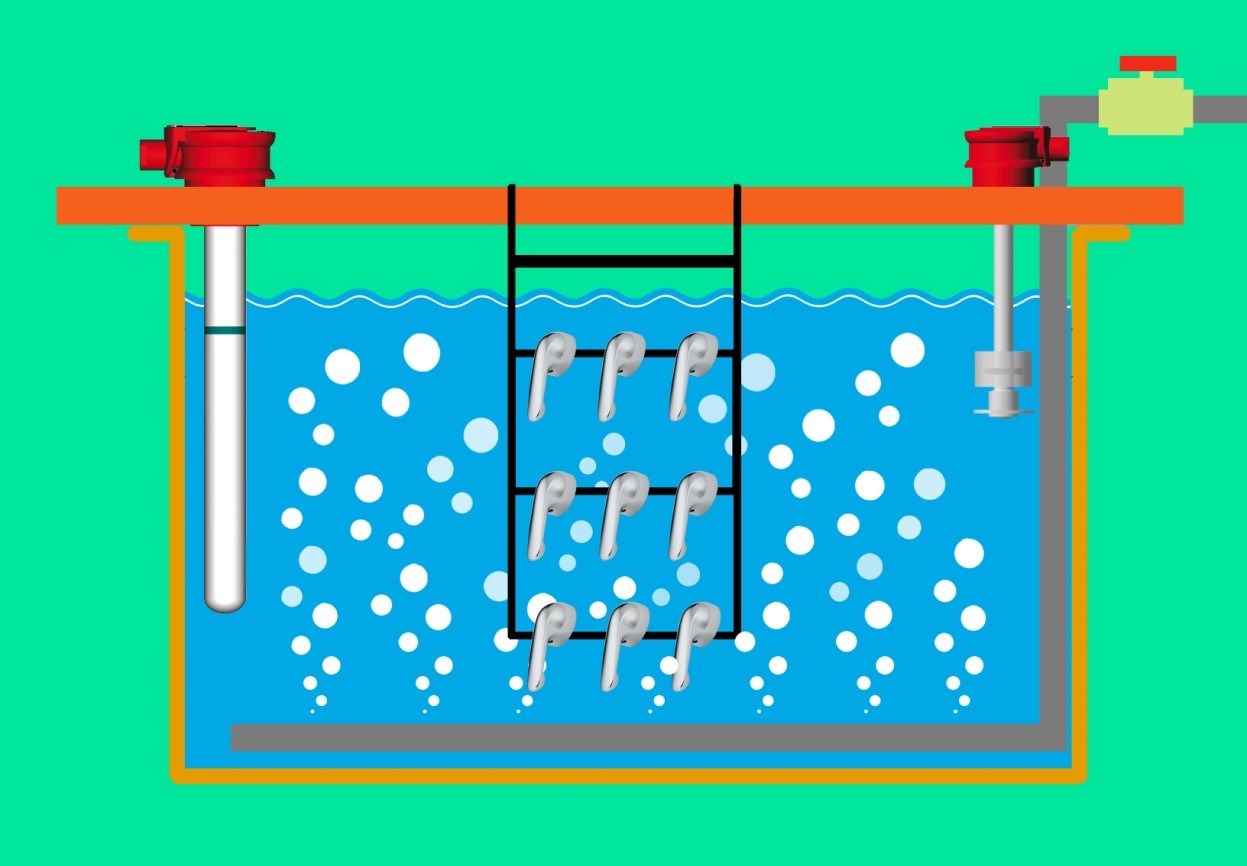
چکیده:
ماهیت فرآیند آبکاری ایجاب می نماید که جهت دستیابی به قطعاتی با بالاترین کیفیت پوشش و نیز نتایج کیفی تکرار پذیر، متغیرهای حاکم بر فرآیند در تمامی نقاط وان شرایط یکسانی داشته باشند. در این میان با توجه به اینکه استفاده از تلاطم موثرترین روش در برقرار نمودن شرایط ایده آل برای مهمترین پارامترهای تاثیرگذار در فرآیند آبکاری نظیر غلظت شیمیایی و دما می باشد و از سوی دیگر با معلق نمودن ذرات ناخالصی در محلول سبب افزایش راندمان فیلتر و عاری نمودن محلول از حضور این ذرات می گردد، در این مقاله انواع سیستم های تلاطم مورد بررسی قرار گرفته است.
مقدمه:
در طول قرن نوزدهم که فرآیند آبکاری به صورت صنعتی کشف و گسترش یافت، مبانی فیزیکی و شیمیایی حاکم بر آن به صورت سطحی درک شده بود و مهمترین دغدغه صنعتگران یافتن روش های کارآمد جهت انحلال فلزات مورد نظر برای آبکاری بود. اما با گذر زمان پیشرفت هایی حاصل شد که از منظر شیمیایی می توان به روش های جدید انحلال و ایجاد محلولهایی با غلظت یون فلزی بیشتر، کنترل pH محلول و تسریع نمودن انحلال آند و از دیدگاه فیزیکی می توان به ارائه ی راهکارهایی برای افزایش دمای محلول، هم زدن محلول ها به جهت جلوگیری از ساکن بودن و نیز پراکنده کردن حباب های گاز ایجاد شده در حین فرآیند آبکاری اشاره نمود.
از آغاز به کارگیری تلاطم تا به امروز، هدف استفاده از آن، که جلوگیری از ساکن ماندن محلول بود، به اهداف دیگری نظیر افزایش سرعت آبکاری و نیز بهبود کیفیت رسوب ایجاد شده بر روی قطعه، گسترش یافته و متعاقباً نحوه ایجاد تلاطم نیز دستخوش تغییر قرار گرفته است. به طور حتم در گام های نخستین آبکاری، هم زدن محلول با استفاده از موتورهای الکتریکی نبوده است چرا که در آن زمان هنوز الکتروموتورها اختراع نشده بودند و به همین واسطه به صورت مکانیکی و با استفاده از نیروی انسانی صورت می پذیرفته است. از زمانی که الکترو موتورها به صورت صنعتی تولید گردیدند (تقریباً از نیمه دوم قرن نوزدهم)، روش های هم زدن محلول ها شکل دیگری به خود گرفت و سیستم های متنوعی از قبیل حرکت دادن تسمه کاتد به صورت رفت و برگشتی ابداع گردید. به مرور زمان و با گسترش علم و تجربه آبکاران، روشهای ایجاد تلاطم شکل جدیدتری به خود گرفت و در برخی موارد، روشهای قبلی بهبود داده شدند.
امروزه از تلاطم به عنوان یک عامل حیاتی در فرآیندهای آبکاری نام برده می شود و دلایل مهمی برای استفاده از آن وجود دارد که عبارتند از:
1. جلوگیری از سکون محلول و پخش نمودن مواد و عوامل موثر در واکنش و نیز پرهیز از چند لایه شدن محلول که ناشی از شیب غلظتی است. این پدیده (شیب غلظتی) به دلیل کاهش غلظت یون فلزی در محلول مجاور سطح کاتد می باشد و در صورتی که این کاهش جبران نشود، سرعت رشد پوشش کاهش خواهد یافت.
2. افزایش سرعت رسوب دهی با کاهش دادن لایه نفوذی که سبب تسریع نفوذ یون های فلزی از محلول به سطح قطعه می گردد.
3. کاهش دادن حرارت فصل مشترک الکترود/ الکترولیت. به طور مثال در فرآیند آندایزینگ ، فیلم آندی به صورت سد حرارتی عمل می کند و از همین رو در طول فرآیند دمای قطعه افزایش می یابد که در اینصورت ایجاد تلاطم نقش بسیار موثری را خواهد داشت.
4. کمک به همرسوبی ذرات ثانویه به درون پوشش در فرآیند آبکاری کامپوزیتی.
5. بهینه سازی و یا کنترل خواص مکانیکی رسوب شامل اندازه دانه، تنش داخلی، سختی و شاخص های دیگری همچون توان پرتاب و توزیع فلزی. تاثیر تلاطم را می توان مستقیماً با اندازه گیری ضخامت لایه نفوذی بررسی نمود اما متاسفانه این روش بسیار دشوار است. از همین رو شاخص های دیگری را مورد ارزیابی قرار می دهند که رایج ترین آنها اندازه گیری حد دانسیته جریان جهت ایجاد رسوب مناسب از لحاظ براقی/ زبری/ سختی می باشد.
6. دور نمودن فیلم هیدروژن تشکیل شده بر روی سطح قطعه و جلوگیری از بروز تردی و حفره دار شدن پوشش.
7. افزایش راندمان انحلال آند.
تلاطم در محلول را باید از دو منظر مورد توجه قرار داد: از یک سو هم زدن کل محلول و از سوی دیگر ایجاد تلاطم در فصل مشترک قطعه و محلول. هم زدن، با حجم کلی محلول در ارتباط است، به ویژه در مواردی که می خواهیم از یکنواختی محلول، پراکنده نمودن گازها و نیز مخلوط شدن ذرات ثانویه در آبکاری کامپوزیتی اطمینان حاصل نماییم. در این میان هم زدن مکانیکی و تلاطم هوایی از رایج ترین روش ها هستند. از سوی دیگر ایجاد تلاطم در فصل مشترک سبب تسریع فرآیند آبکاری می شود به این ترتیب که این نوع تلاطم سبب کاهش ضخامت لایه نفوذی تشکیل شده در مقابل قطعه گردیده و از همین رو انتقال عوامل واکنش به سطح قطعه و محصولات واکنش های آندی و کاتدی را تحت تاثیر قرار می دهد. در این میان حرکت دادن کاتد می تواند نقش موثری را ایفا نماید.
امروزه عمده ترین و رایج ترین روشهای ایجاد تلاطم در محلول های آبکاری عبارتند از:
1. تلاطم مکانیکی: حرکت کاتد (گیربکسی) -کاتد چرخان- لرزاندن قطعه کار- استفاده از پروانه و پارو- چرخش بارل
2. استفاده از امواج مافوق صوت (Ultrasonic)
3. جابه جایی طبیعی محلول
4. تلاطم هوایی
5. ایجاد جریان آشفته (Turbulence) در محلول: پمپ- اداکتور
با فرض اینکه محلول ساکن دارای شاخص تلاطم 1 باشد، فاکتور بهبود شرایط آبکاری برای هر یک از روش های فوق در جدول 1 آورده شده است.
جدول 1. فاکتور بهبود فرآیند آبکاری
|
شاخص میزان بهبود فرآیند آبکاری |
روش ایجاد تلاطم |
|
1 |
محلول ساکن (فاقد تلاطم) |
|
2- 1 |
جابجایی طبیعی |
|
4- 2 |
حرکت رفت و برگشتی قطعه |
|
5 - 2 |
هوایی |
|
30 - 3 |
لرزاندن قطعه |
|
15 - 5 |
استفاده از اداکتور |
|
10 - 2 |
بکارگیری امواج فرا صوت |
یادآور می شود که این اعداد به صورت نسبی بوده و در منابع گوناگون اعداد متنوعی گزارش شده است اما شدت تاثیرگذاری آنها به همین ترتیب می باشد. در ادامه به هر یک از روش های ایجاد تلاطم در محلول آبکاری اشاره می شود.
1 : تلاطم مکانیکی:
1 - 1. حرکت کاتد (گیربکسی):
در این روش، تسمه کاتد به یک گیربکس متصل شده و در نتیجه قطعه به صورت رفت و برگشتی در درون محلول جا به جا می شود تا به این ترتیب فیلم سطحی کاتد متناوباً تعویض شود و نیز حباب های هیدروژن تشکیل شده بر روی قطعه از آن جدا شوند. در شکل 1 نمونه ای از وان مجهز به سیستم تلاطم گیربکسی نشان داده شده است. سرعت حرکت مناسب تا حدود زیادی به اندازه و هندسه قطعات وابسته است. در این نوع تلاطم، از هرگونه افزایش بیش از اندازه سرعت حرکت قطعات باید جلوگیری نمود، چرا که ممکن است به سر خوردن قطعه (جیگ) بر روی تسمه کاتد منجر شود و نهایتاً قطعه به جیگ کناری خود برخورد نموده و روی قطعات خط و خش ایجاد شود. از سوی دیگر این پدیده منجر به قطع و وصل شدن جریان برق آبکاری خواهد گردید. عموماً در مواردی که سرعت های بهینه تاثیر مورد نظر را بر روی فرآیند آبکاری نمی گذارند، به طور همزمان از تلاطم هوایی نیز استفاده می گردد.

شکل 1. نمونه ای از وان مجهز به سیستم تلاطم گیربکسی.
در برخی موارد که محدودیت هایی پیرامون فضای داخلی وان وجود دارد و به همین دلیل حرکت رفت و برگشتی قطعه در راستای طول وان با دشواری همراه می باشد، به خصوص در فرآیندهای تمیزکاری و نیز محلولهای قلیایی، سیستم تلاطم اشاره شده بهینه سازی می شود تا بتواند در جهت بالا و پایین قطعه را جا به جا نماید.
به طور کلی، جهت دستیابی به بهترین نتیجه، سازندگان اینگونه سیستم های تلاطم باید موارد زیر را در نظر داشته باشند:
موتور: توان موتورهای مورد استفاده متنوع بوده و متناسب با طول وان و وزن قطعات انتخاب می گردد. یادآور می شود که زیاد بودن توان موتور منجر به سر خوردن و یا جا به جا شدن جیگ ها بر روی کاتد خواهد گردید. به دلیل مجاورت موتورها با محلول های خورنده، مقاومت در برابر خوردگی شاخص مهمی در انتخاب موتور خواهد بود. در مواقعی که با محدودیت فضای کارگاهی مواجه هستیم از موتورهای عمودی استفاده می گردد. همچنین در حالتی که چندین وان در یک راستا قرار دارند می توان از یک سیستم واحد جهت ایجاد تلاطم گیربکسی استفاده نمود که به کمک آن می توان قطعه را در دو وضعیت افقی و یا عمودی جابه جا نمود. شایان ذکر است که این نوع سیستم در خطوط آبکاری تمام اتوماتیک رایج بوده و در کشور چین که میزان تولید بالا همواره با اهمیت بوده است، به طور چشمگیری به کار گرفته می شود.
چرخ دنده کاهنده: وظیفه این چرخ دنده ها تنظیم مقدار دور بر دقیقه مورد نیاز و متناسب نمودن خروجی موتور با سرعت حرکت قطعه می باشد. این قطعات همواره باید در روغن غوطه ور باشند و به صورت دوره ای مورد بازبینی قرار بگیرند تا خشک کار نکنند چرا که منجر به سایش دندانه ها و متعاقباً مختل نمودن حرکت قطعات خواهند گردید. استفاده از مواد مناسب در ساخت چرخ دنده های کاهنده می تواند نقش به سزایی را در افزایش طول عمر آنها ایفا نماید. به طور مثال در شکل 2 نمونه ای از بکارگیری مواد PVC در ساخت چرخ دنده ی کاهنده نشان داده شده است.

شکل 2. نمونه ای از چرخ دنده ی کاهنده که تماماً از PVC ساخته شده است.
دامنه حرکتی قطعات: سرعت حرکت قطعات با توجه به نوع فرآیند آبکاری متفاوت می باشد اما به طور کلی توصیه شده است که از سرعت های بالا در حرکت دادن قطعات در درون محلول پرهیز شود. در جدول 2 سرعت حرکت قطعات در برخی از فرآیندهای آبکاری آورده شده است.
جدول 2. سرعت حرکت قطعات در تلاطم گیربکسی
|
فرآیند آبکاری |
محدوده سرعت حرکت قطعه |
|
نیکل براق |
3-4 متر بر دقیقه |
|
مس سیانوری |
2-3 متر بر دقیقه |
|
گالوانیزه سیانوری |
2-3 متر بر دقیقه |
|
قلع براق |
0/8 – 0/5متر بر دقیقه |
|
نقره براق |
3-4 متر بر دقیقه |
یادآور می شود که در برخی موارد حرکت قطعه ممکن است دو وضعیتی باشد. به طور مثال در فرآیند نیکل صدفی اغلب تولید کنندگان مواد آبکاری ، به منظور دستیابی به پوشش یکنواخت تر، تلاطم دو بعدی را پیشنهاد می نمایند.
قرقره: عمده ترین مشکل قرقره ها ، تمایل آنها به ثابت شدن است که ناشی از پاشش متناوب محلول بر روی آنها می باشد. از همین رو قرقره های ساچمه ای ترجیح داد می شوند. یادآور می شود که استفاده از روغن در راستای روان کاری حرکت قرقره ها، توصیه نمی شود چرا که منجر به ورود روغن به درون محلولهای آبکاری شده و سبب بروز آلودگی خواهد گردید. استفاده از کاور محافظ به جهت افزایش طول عمر قرقره ها کاربردی خواهد بود. به منظور بهبود کارکرد قرقره ها از طراحی های مختلفی استفاده می شود که نمونه ای از آنها در شکل 3 نشان داده شده است.


شکل 3. نمونه هایی از طراحی قرقره ها.
1-2 . کاتد چرخان :
این نوع سیستم عموماً هنگامی اجرا می شود که اولاً قطعات نسبتاً بزرگ و با تیراژ کم مورد نظر است و ثانیاً بالاترین نرخ رسوب دهی مورد نیاز باشد مانند فرآیند الکتروفرمینگ. در اینجا قطعه به سیستم الکتروموتوری متصل گردیده و در طول فرآیند آبکاری چرخانده می شود. از جمله نمونه های این روش می توان به تولید قالب های لوح های فشرده و یا قطعات نازل احتراق موتورها اشاره نمود. در مورد مثال اول ، صفحه کاتد به صورت افقی و در فاصله 8 تا 15 سانتی متری آند قرار داده می شود و در حالی که به صورت کامل در محلول غوطه ور می باشد با سرعت 100 تا 150 دور بر دقیقه چرخانده می شود که بسته به نوع فرآیند می تواند بیشتر یا کمتر باشد. در مورد فرآیند آبکاری مس می توان تا ضخامت های نزدیک به 500 میکرون را در ساعت رسوب داد. معمولاً به علت بالا بودن نرخ رسوب دهی آبکاری، جهت کنترل ضخامت پوشش معمولاً از تجهیزات جانبی نظیر شیلد استفاده می شود.
شایان ذکر است امروزه استفاده از این روش در آبکاری قطعات کوچک مثل شیرآلات بهداشتی ، یراق آلات ، دستگیره و پلاک درب هم رواج یافته است. این موضوع باعث می شود قطعه در زوایای مختلف و گودی ها، مناسب تر و یکنواخت تر در معرض دید آندها قرار بگیرد و به این ترتیب پوشش به صورت یکنواخت بر روی آنها تشکیل گردد.
1-3 . لرزاندن قطعه کار (Vibration) :
این روش بر مبنای لرزاندن قطعه کار می باشد. به این ترتیب که قطعات قرار گرفته بر روی تسمه ها در طول فرآیند با دامنه حرکتی مشخص جابجا می شوند. این عملیات باعث می شود که از یک طرف فیلم گاز تشکیل شده بر روی سطح قطعه پراکنده گردد و از طرف دیگر شیب غلظتی در مجاورت قطعه از بین برود که این به منزله ی تسریع فرآیند رسوبدهی می باشد. در شکل 4 نمونه ای از وان های مجهز به سیستم لرزاننده (Vibrator) نشان داده شده است. عمده ترین کاربرد این سیستم در آبکاری بردهای مدار چاپی می باشد.

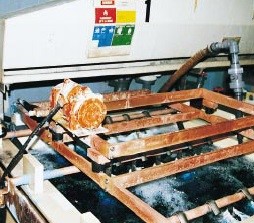
شکل 4. تصاویری از وان های مجهز به سیستم لرزاننده.
شایان ذکر است موقعیت مکانی لرزاننده ها که غالباً در مجاورت سطح محلول ها می باشد، باعث می شود که اجزاء سازنده ی این دستگاه ها همواره در معرض بخارات خورنده قرار بگیرند که نهایتاً این پدیده منجر به تولید ترک های خستگی خواهد شد. همچنین در برخی موارد وزن قطعات مورد نظر بسیار سنگین بوده که منجر به تحمیل نمودن فشار بالا به دستگاه و در نتیجه سوختن موتور آن خواهد گردید. از همین رو از عمده ترین ویژگی های لرزاننده ی مناسب می توان به استفاده از پوشش مناسب جهت محافظت از خوردگی بدنه، بکارگیری مواد عایق کننده کارآمد جهت جلوگیری از ورود عوامل خورنده به درون دستگاه، استفاده از روغن هایی با قابلیت عملکرد در دماهای بالا و نیز پوشاندن سیم پیچ ها با مواد عایق کننده جهت ضریب اطمینان بیشتر و افزایش طول عمر دستگاه اشاره نمود.
1-4 . استفاده از پروانه و پاور:
امروزه این تجهیزات به ندرت مورد استفاده قرار می گیرند که از عمده دلایل آن عبارتند از :
الف- پروانه و پارو نمی توانند تلاطم یکنواختی را در سرتا سر وان ایجاد نمایند.
ب- هنگامی که واحد آبکاری بزرگی را پیش رو داشته باشیم و بخواهیم از این نوع سیستم استفاده نماییم، در مقایسه با روش های دیگر هزینه های به مراتب بیشتری را باید متحمل شد.
اما با وجود معایب مذکور، در برخی موارد نظیر ساخت اولیه ی محلول ها و یا ایجاد تلاطم جزئی در سیستم های خنثی سازی پساب می توان از این روش بهره برد. در شکل 5 ، سیستم مربوط به ایجاد تلاطم با استفاده از الکترو موتور مجهز به پروانه و نیز نمونه ای از پاروی ساخته شده از جنس پلی پروپیلن نشان داده شده است.


شکل 5. نمونه ای از الکتروموتور مجهز به پروانه و نیز تصویر پارو از جنس PP.
1-5 . چرخش بارل :
هرچند در نگاه اول، آبکاری به روش بارل با هدف ایجاد تلاطم در محلول نمی باشد اما ماهیت این نوع آبکاری به گونه ای است که تلاطم شدیدی را وارد محلول می نماید. حال بسته به سرعت چرخش و حجم بارل، شدت تلاطم ایجاد شده می تواند متنوع باشد. استفاده از زوایای مناسب در طراحی و ساخت بارل ها کمک شایان توجهی را به بهبود راندمان فرآیند آبکاری قطعات خواهد نمود. به این ترتیب که از یک طرف سبب گردش مناسب محلول در وان می گردد و از سوی دیگر رسیدن محلول تازه به قطعات درون محفظه را تضمین می نماید.
2 : استفاده از امواج مافوق صوت (Ultrasonic):
در سال های اخیر به کارگیری امواج مافوق صوت به دلیل ماهیت فیزیکی آن، به صورت محسوسی گسترش یافته است. در این نوع تلاطم با استفاده از مبدل های صوتی، امواجی که عموماً فرکانس های آنها بیش از kHz16 می باشد، به داخل محلول وارد می شود. این فرآیند به صورت متناوب منجر به ایجاد مناطقی با فشارهای متغیر بر روی سطحی قطعات می گردد. این فشارهای ایجاد شده در محدوده atm200 و بیشتر از آن می باشد. فشارهای مذکور سبب ایجاد جریان های آشفته در مقیاس میکرو متر شده که به واسطه آن حباب های هوای بسیار کوچک در فصل مشترک قطعه و محلول حبس می گردند و نهایتاً این حباب های بسیار ریز به عنوان مراکز جوانه زنی حباب های بزرگتر عمل می نمایند. در ادامه این حباب ها رشد نموده و با بالاترین شدت ممکن از بین می روند (تقریباً با فشار atm 1000) که این پدیده منجر به ایجاد تلاطم شدید در مقیاس میکرونی می گردد. با استفاده از این روش، تلاطمی به مراتب شدیدتر از تلاطم مکانیکی (گیربکسی) ایجاد می شود. این تلاطم به صورت قابل ملاحظه ای شرایط هیدرو دینامیکی حاکم بر فصل مشترک قطعه- محلول را تغییر داده و همین موضوع سبب کاهش ضخامت لایه نفوذی مقابل قطعه خواهد گردید. به این ترتیب شیب غلظتی مقابل قطعه مختل گردیده و در نتیجه انتقال جرم از محلول به نواحی مجاور قطعه افزایش می یابد و این به مفهوم افزایش میزان یون در دسترس جهت احیا شدن بر روی سطح قطعه می باشد. در شکل 6 نمودارهای تاثیر به کارگیری امواج مافوق صوت بر روی راندمان جریان های کاتدی و آندی نشان داده شده است.
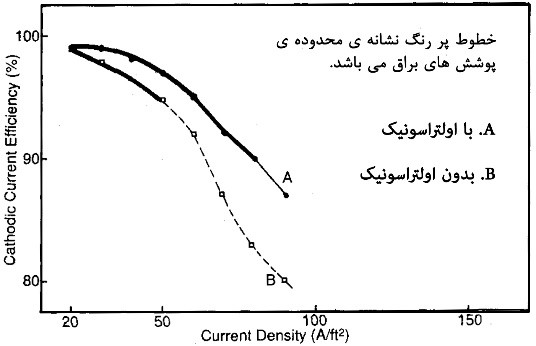
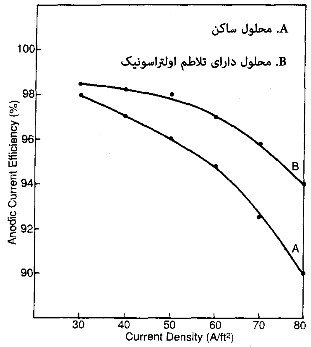
شکل 6. تاثیر امواج ما فوق صوت بر روی راندمان جریان های کاتدی و آندی.
اهمیت تلاطم به وسیله امواج مافوق صوت در فرآیندهای آبکاری به واسطه ظرفیت این روش در تاثیر بر روی شاخص هایی همچون جنبه های پلاریزاسیون، انتقال جرم و نیز وضعیت سطحی الکترود می باشد. همچنین این نوع تلاطم بر میزان تشکیل هیدروژن که به صورت همزمان با فرآیند رسوب دهی فلز رخ می دهد، تاثیر می گذارد. در وان های ثابت، مقداری از هیدروژن تولید شده ، به درون پوشش وارد شده و منجر به ایجاد تردی می گردد و مابقی آن بر روی سطح قطعه (کاتد) پخش شده و سبب ایجاد رگه، حفره و ... پوشش می شود. با استفاده از این نوع تلاطم فیلم هیدروژن به سرعت از روی سطح قطعه جدا شده که منجر به ایجاد پوشش صاف می گردد. در شکل 7 تصاویر SEM تاثیر بکارگیری امواج مافوق صوت بر پوشش حاصل از فرآیند آبکاری نیکل نشان داده شده است. همانگونه که مشاهده می شود ساختار پوشش نیکل در حالتی که از امواج ما فوق صوت استفاده گردیده، فشردگی بیشتری دارد.
شکل 7. تاثیر امواج مافوق صوت بر روی ساختار پوشش نیکل، (a) بدون استفاده (b) با استفاده از امواج مافوق صوت.
شدت تاثیرگذاری امواج مافوق صوت سبب شده است تا از آن در فرآیندهای آماده سازی و نیز آبکاری قطعات با پیچیدگی های هندسی به عنوان گزینه ای کارآمد یاد شود. به طور مثال در آبکاری شیرآلات، مخصوصاً تنه شیر ها که به صورت مستقیم ریخته گری میشوند و همواره مقادیر زیادی از مواد قالب گیری در داخل آنها حبس میشود، روش های مرسوم آماده سازی نمی توانند منجر به زدودن آلودگی ها از درون قطعه گردند و در نتیجه این مواد تا مراحل نهایی آبکاری همراه قطعه باقی می مانند و نهایتاً در وان های اصلی آبکاری منجر به بروز عیوب متعددی می گردند. در این موارد استفاده از امواج مافوق صوت به خوبی می تواند ذرات مذکور را از درون قطعه خارج نماید. اهمیت این روش از آنجاست که علاوه بر دقت بسیار بالا، زمان های آماده سازی را کاهش داده و به این ترتیب راندمان خط را نیز افزایش می دهد. شاید تنها عیب این روش هزینه بالای اجرایی نمودن آن در مقایسه با سایر روش ها باشد.
3 : جابه جایی طبیعی محلول:
روشی برای ایجاد تلاطم ملایم در شرایطی است که هیچ یک از سیستم های دیگر تلاطم در دسترس نمی باشد. از سوی دیگر جهت یکنواخت نگه داشتن دمای محلول حتی زمانیکه از روش های دیگر تلاطم استفاده می گردد نیز این سیستم توصیه می شود. این روش مخصوصاً برای آبکاری بارل مناسب می باشد. در ساختار کلی این روش ، از یک صفحه ی کمکی در برابر کویل های آب گرم و یا آب سرد که در درون وان جاگذاری شده اند، استفاده می گردد. این صفحه از بالا و پایین وان فاصله داشته و فضای محدودی را برای کویل ایجاد می کند. هنگامی که کویل حرارت می دهد، محلول درون فضای مجاور آن به واسطه پدیده ی جا به جایی بالا می آید و به درون قسمت اصلی وان وارد می شود. همچنین به واسطه پدیده جابه جایی محلول سرد موجود در فضای اصلی وان به درون محفظه مقابل کویل منتقل می شود. با این فرآیند، چرخش محلول با نرخ ثابت در طول فرآیند حاکم خواهد بود.
4 : تلاطم هوایی:
در این روش هوای فشرده توسط کمپرسور (Compressor) و یا بلوئر (Blower) ، از طریق لوله هایی که در کف وان نصب گردیده و دارای سوراخ هایی متعدد و در زوایای مشخصی است، به درون محلول دمیده شده و محلول را متلاطم می کند. در شکل 8 شماتیکی از این روش نشان داده شده است.
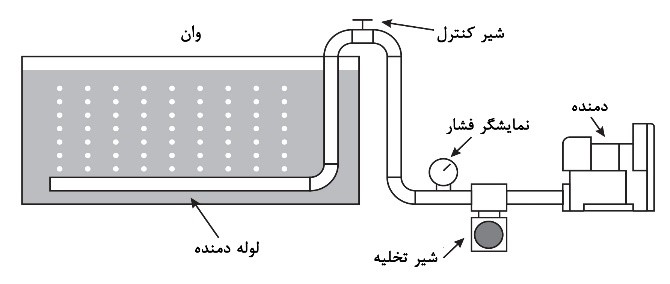
شکل 8. شماتیکی از سیستم تلاطم هوایی.
از جمله ویژگی های کمپرسور و بلوئر مناسب می توان به موارد زیر اشاره نمود:
1. هوای تمیز و عاری از هرگونه روغن و سایر آلودگی ها را تولید نماید.
2. کمترین میزان آلودگی صوتی را در فضای کارگاه ایجاد کند.
3. هزینه تعمیر و نگهداری پایینی داشته باشد.
سیستم لوله کشی نقش به سزایی را در راندمان تلاطم هوایی دارد. قطر لوله به مقدار فوت مکعب هوای مورد نیاز در هر دقیقه (SCFM) که باید به درون وان دمیده شود، وابسته است. لوله های با قطر بسیار کم سبب بروز اصطکاک اضافی گردیده و راندمان دمنده را کاهش می دهند. در جدول 3 حداقل و حداکثر میزان هوای عبوری از لوله ها با اندازه های مختلف ارائه شده است.
جدول 3. رابطه میان سایز لوله ها و میزان هوای خروجی از آنها
|
SCFM |
قطر لوله (اینچ) |
SCFM |
قطر لوله (اینچ) |
|
13-260 |
2-1/2 |
2-5 |
1/2 |
|
200-400 |
3 |
6-13 |
3/4 |
|
400-800 |
4 |
12-25 |
1 |
|
800-1300 |
5 |
21-45 |
1-1/4 |
|
1100-2200 |
6 |
35-70 |
1-1/2 |
|
2100-4200 |
8 |
70-140 |
2 |
در این میان طراحی های متنوعی جهت لوله کشی باد وان ها صورت می پذیرد که رایج ترین شکل آنها در تصویر 9 نشان داده شده است. همانگونه که مشاهده می شود تعداد لوله های دمنده متغیر بوده و به پارامترهایی همچون ابعاد وان، نوع فرآیند آبکاری و نوع قطعه ی مورد نظر برای آبکاری وابسته می باشد.
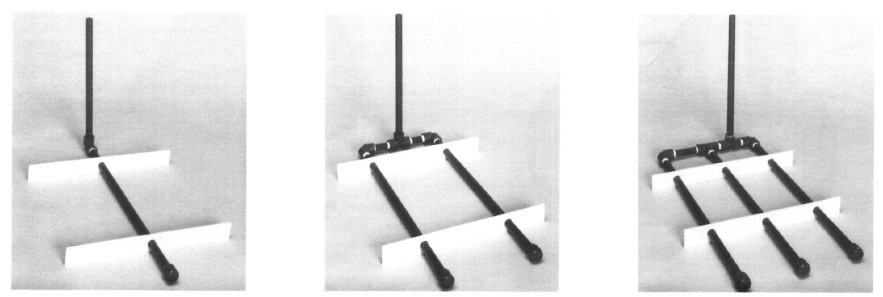
شکل 9. تصاویری از انواع رایج سیستم لوله کشی باد.
معولاً "منطقه موثر تلاطم" ناشی از هر لوله، بازه ای در حدود 15 الی 23 سانتی متر را شامل می شود. در این میان قواعدی در طراحی سیستم لوله کشی وجود دارد که مهمترین آنها به شرح زیر می باشند:
قاعده اول: مساحت کل سوراخ های ایجاد شده بر روی لوله ها برای هر SCFM 5/62 باید در حدود یک اینچ مربع باشد.
قاعده دوم: بهترین اندازه قطر برای سوراخ ها حدوداً 4/2 میلی متر می باشد که در اینصورت مساحت هر سوراخ برابر با 5/4 میلی متر مربع خواهد بود. بنابراین برای اینکه مساحت کل سوراخ ها برابر با یک اینچ مربع (تقریباً 645 میلی متر مربع) باشد، به تعداد 144 عدد سوراخ نیاز خواهیم داشت.
قاعده سوم: همواره توصیه می شود که اگر قرار است سوراخ هایی با قطرهای متنوع بر روی لوله ها ایجاد گردد، ابتدا مساحت هر سوراخ به صورت مجزا محاسبه و نهایتاً تعداد سوراخ های مورد نیاز جهت تامین مساحت کل برآورد گردد.
در شکل 10 شماتیکی از نقشه لوله کشی باد ارائه شده است.
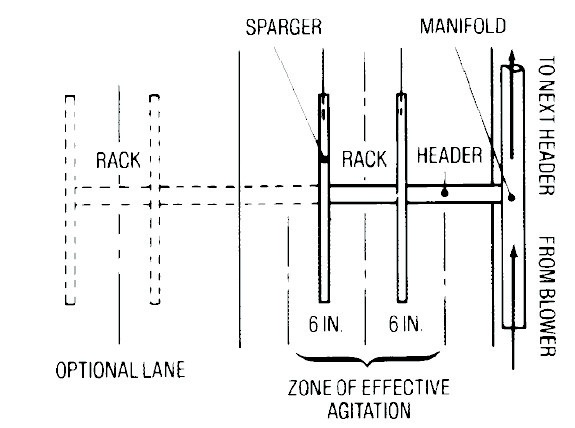
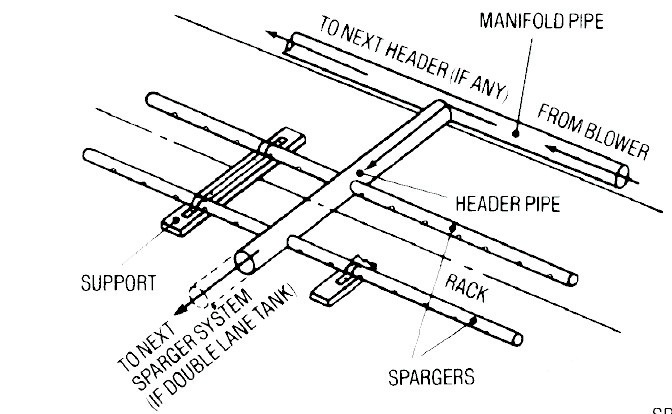
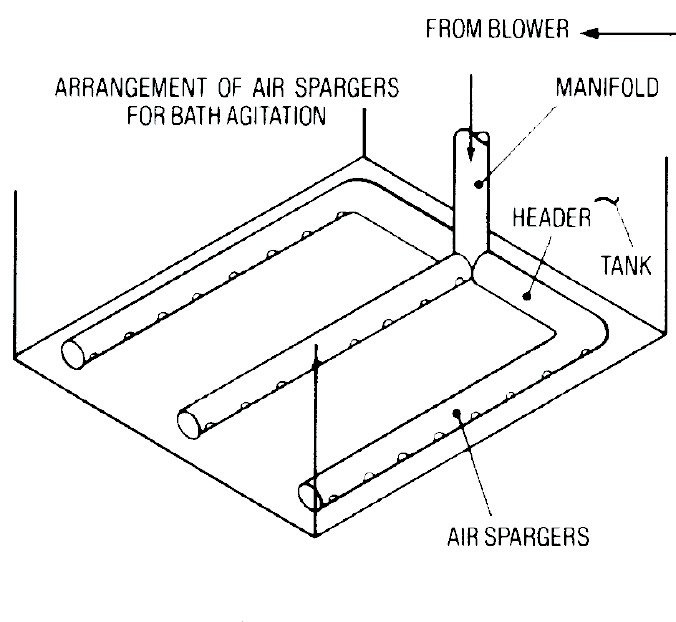
شکل 10. شماتیکی از نقشه سیستم لوله کشی باد.
در محاسبه میزان تلاطم هوایی مورد نظر، بسته به حجم وان و با توجه به روابط حاکم، به حجم هوای کارآمد خواهیم رسید. روابط کاربردی در محاسبه میزان فشار و نیز هوای مورد نیاز به شرح زیر می باشد:
رابطه ی محاسبه ی فشار عبارتست از: P = 0.43 TD + 0.75
که در این رابطه T عمق محلول بر حسب فوت، D وزن مخصوص محلول می باشد.
رابطه ی محاسبه میزان جریان مورد نیاز بر حسب SCFM عبارتست از: Q=AF
که در این رابطه A کل مساحت وان بر حسب فوت مربع و F فاکتور تلاطم بر حسب ft2 / SCFM می باشد.
مقادیر مربوط به فاکتور تلاطم و نیز وزن مخصوص برای برخی از محلول های آبکاری در جدول 4 آورده شده است.
جدول 4. مقادیر عددی مربوط به فاکتور تلاطم و وزن مخصوص در برخی محلول های آبکاری
|
نوع محلول |
فاکتور تلاطم F |
وزن مخصوص D |
|
تمیزکاری |
1-1/5 |
1/1 |
|
آبکاری مس |
1-1/5 |
1/2 |
|
آبکاری نیکل |
1/2-2 |
1/2 |
|
آبکاری کروم |
1/2-2 |
1/3 |
|
شستشو |
0/5-1/5 |
1 |
به دلیل کاربرد گسترده این نوع تلاطم در فرآیندهای مختلف آبکاری، در ادامه مثالی از نحوه محاسبه ی میزان تلاطم مورد نیاز ارائه می شود.
مثال: دو حمام آبکاری مس اسیدی نیاز به تلاطم هوایی دارند. ابعاد وان ها مشابه و عبارت است از cm3 120×90×180 و عمق محلول در آن برابر با 107 سانتی متر است. برای محاسبه به ترتیب زیر عمل می نماییم:
ابتدا میزان فشار را محاسبه می نماییم، مطابق P=0.43TD+0.75 خواهیم داشت:
P=0.43×3.5×1.2+0.75=2.6 PSIG
سپس میزان جریان مورد نیاز در درون مخزن را محاسبه می نماییم: (از آنجاییکه 2 عدد وان خواهیم داشت)
Q=AF=2 Tanks×3×6×1.5=54.0 SCFM
فاکتور تلاطم از جدول ارائه شده استخراج می شود که عدد مربوط برای حمام مس 5/1 - 1 می باشد. پس از به دست آوردن اعداد، به جداول مربوط به توان خروجی پمپ ها مراجعه و نوع مناسب را انتخاب می نماییم.
شایان ذکر است بکارگیری تلاطم هوایی در وان های آبکشی می تواند تاثیر به سزایی را در افزایش کارایی آنها داشته باشد. این مهم در مواردی که قطعات با پیچیدگی هندسی مورد نظر می باشند، بسیار محسوس بوده و به این ترتیب می توان در زمان های کوتاه تر آبکشی را انجام داد که این به مفهوم افزایش راندمان خط می باشد. در شکل 11 نمونه ای از وان آبکشی که به سیستم تلاطم هوایی (بلوئر) مجهز می باشد نشان داده شده است.

شکل 11. نمونه ای از وان شستشو با تلاطم هوایی (بلوئر).
تلاطم هوایی به دلیل مقرون به صرفه بودن با استقبال نسبی آبکاران مواجه می شود اما بکارگیری آن با مشکلاتی نیز همراه است که مهمترین آنها عبارتند از:
1. بسته شدن سوراخ خروجی هوا در لوله های دمش به دلیل کوچک بودن قطر آنها و در نتیجه غیر یکنواخت شدن تلاطم. بطوریکه حتی در برخی از قسمت های وان ممکن است محلول ثابت و بدون حرکت باقی بماند. (بخصوص در محلول مس اسیدی)
2. به دلیل ورود هوا به محلول، اغلب در سطح محلول کف ایجاد شده و همچنین احتمال تصاعد بخارات سمی افزایش می یابد.
3. افزایش نرخ تلفات حرارتی در اثر حرکت حباب های هوا از کف حمام به سمت سطح محلول و لذا افزایش مصرف انرژی و هزینه ها.
4. اکسیداسیون برخی مواد افزودنی و تجزیه آنها در اثر ورود هوا.
5. زیاد بودن هزینه نگهداری دستگاه های دمش هوا و احتمال ورود روغن به داخل حمام های آبکاری.
6. ایجاد سر و صدای زیاد حین کار کردن.
7. احتمال افزایش زبری پوشش در اثر معلق کردن ذرات ناخالصی.
بسیاری از موارد فوق را می توان با بازدیدهای دوره ای و استفاده از تجهیزات جانبی کنترل و یا بر طرف نمود. به طور مثال جهت کاهش اتلاف حرارت، استفاده از توپ های پلی اتیلنی می تواند راهکار موثری باشد.
5 : ایجاد جریان آشفته (Turbulence) در محلول:
5-1 . پمپ:
ایجاد جریان های آشفته در درون محلول ها از جمله جدیدترین و موثرترین روش های ایجاد تلاطم بوده که تاثیر بسیار شگرفی را بر روی پارامترهای آبکاری می گذارد. این مهم در خطوط آبکاری با بکارگیری پمپ اجرایی می شود به این ترتیب که در طول فرآیند، محلول درون وان از یک نقطه مشخص خارج گردیده و از نقطه ای دیگر مجدداً وارد وان می گردد. در واقع پمپ همانند قلب در بدن انسان که وظیفه ی به گردش درآوردن خون را دارد، محلول را در سرتاسر وان به گردش در می آورد. در هنگام انتخاب پمپ باید موارد زیر را در نظر گرفت:
- محلول های آبکاری محدوده ی وسیعی از pH را در بر می گیرند.
- گرم بودن محلول ها سبب مکش حباب به درون لوله های مکنده می شود (cavitation) که این موضوع می تواند راندمان پمپ را کاهش و نیز سبب تولید صداهای اضافی، ساییده شدن پروانه و آسیب دیدن عایق کننده های پمپ گردد.
- سرد شدن محلول ها منجر به تولید نمک های کریستاله گردیده که باعث مختل نمودن کارکرد پمپ خواهد شد.
- محلول ها دارای دانسیته های متنوعی می باشند که به هنگام تغییرات دمایی بر روی توان پمپ تاثیر می گذارند.
- پمپ ها در محیط های گرم که فاقد تهویه می باشند، کار می کنند و از همین رو محفظه مناسب باید انتخاب شود.
پمپ ها در دو صورت عمودی و افقی به بازار عرضه می شوند که در شکل 12 تصاویر مربوط به هر یک از آنها دیده می شود. همچنین مزایا و معایب مربوط به هر کدام در جدول 5 نشان داده شده است.

شکل 12. پمپ های افقی و عمودی.
جدول 5. مقایسه پمپ های عمودی و افقی
|
ردیف |
عنوان |
پمپ عمودی |
پمپ افقی |
|
1 |
هزینه های مربوط به تعمیر و نگهداری |
کم |
زیاد |
|
2 |
نیاز به یاتاقان عایق بندی شده |
ندارد |
دارد |
|
3 |
امکان کار کردن خشک و یا داغ |
دارد |
ندارد |
|
4 |
راه اندازی اولیه خودکار |
دارد |
ندارد |
|
5 |
نیاز به لوله کشی جهت مکش محلول |
ندارد |
دارد |
|
6 |
نیاز به شیر برای قسمت ورودی پمپ |
ندارد |
دارد |
|
7 |
آسیب دیدن پمپ در مکش های ضعیف |
خیر |
بله |
|
8 |
احتمال بروز نشتی |
خیر |
بله |
|
9 |
حساسیت به حضور ذرات ثانویه و کریستالی در محلول |
ندارد |
دارد |
|
10 |
ملزومات جهت نگهداری پمپ |
کم |
زیاد |
پمپ های افقی بسته به نوع مکانیزم به حرکت درآوردن پروانه به دو دسته ی مکانیکی و مگنتیک تقسیم می گردند. در نوع مکانیکی، پروانه مستقیماً توسط شفت به موتور متصل می گردد و به چرخش در می آید. در این گونه ضروری است که تمامی قطعاتی که با محلول در تماس می باشند، از جمله شفت، با مواد عایق پوشانیده شوند. در این پمپ ها قطعه ی سیل مکانیکی (Mechanical seal) دائماً در معرض آسیب می باشد. در نوع مگنتیک پمپ با یک جفت آهن ربا کوپل می گردد و در واقع پروانه مغناطیسی بواسطه ی میدان القاء شده از سوی آهن رباها به چرخش در می آید. به اینگونه پمپ ها اصطلاحاً پمپ های مگنتیک گفته می شود. این پمپ ها بسیار کارآمدتر می باشد چرا که نیازی به ارتباط مستقیم پروانه به موتور نبوده و بنابراین نیاز به عایق کاری نخواهد بود. شماتیکی از پمپ های مذکور در شکل های 13 و 14 ارائه شده است.

شکل 13. شماتیکی از پمپ های مکانیکی.

شکل 14. شماتیکی از پمپ های مگنتیک.
در انتخاب توان و نیز ارزیابی کارآیی پمپ باید موارد زیر را در نظر گرفت:
- نرخ جریان مورد نیاز
- موقعیت مکانی نصب فیلتر
- فاصله و قطر لوله خروجی
- محاسبه میزان افت فشار
- میزان خورنده بودن محلول زیرا محلول های آبکاری محدوده وسیعی از pH را شامل می شوند.
- دمای کاری محلول
بسته به نوع فرآیند، تعداد بار چرخش محلول ها در یک ساعت (Turnover / hr) متغیر می باشد. برای اغلب حمام های آبکاری و شستشو، 5 الی 15 مرتبه چرخش محلول در هر ساعت تلاطم مناسب را ایجاد خواهد نمود. در حمام های آبکاری مس و نیکل ممکن است این عدد به 30 مرتبه و یا بیشتر برسد. در حمام های تمیزکاری حداقل 10 مرتبه در ساعت و در مواقعی که میزان ورود آلودگی به وان زیاد می باشد 20 مرتبه چرخش در ساعت محلول معمولاً توصیه می گردد.
به هنگام نصب نمودن پمپ ها، رعایت موارد زیر می تواند کمک شایان توجهی را به افزایش راندمان آنها نماید:
- طول لوله مکش کوتاهترین مقدار ممکن انتخاب شده و حتی المقدور از شلنگ مناسب (فنر دار) استفاده گردد.
- در صورت استفاده از سیستم لولهکشی از بکارگیری زانو، خم و اتصالات در قسمت مکش تا حد ممکن خودداری شود.
- در مواقعی که استفاده از اتصالات گریزناپذیر می باشد ترجیحاً آنرا در فاصله ده برابری قطر لوله مورد استفاده نسبت به ورودی پمپ نصب نماییم.
- لوله مکش و ورودی محلول پمپ شده حتماً در دو نقطه مقابل و حتی المقدور دور از هم در وان باید قرار داده شوند.
- همواره دقت شود که سطح محلول به حدی باشد که از مکش هوا به درون لوله ممانعت گردد.
- سیستم لوله کشی در نزدیکی پمپ تقویت گردد تا به این ترتیب از وارد آمدن هرگونه تنش به آن جلوگیری شود.
- از عدم حضور هرگونه نشتی در سیستم لوله کشی اطمینان حاصل گردد.
- برای مواقعی که فاصله پمپ نسبت به وان زیاد است و یا دمای محلول زیاد است، قطر لوله را حداقل به اندازه یک قطر افزایش دهیم.
5-2 . اداکتور (Edactor):
سیستم اداکتور از اثر ونتوری (Venturi effect) پیروی می کند که بر مبنای آن محلولی با فشار بالا، سرعت بالا و دبی کم را به محلولی با فشار کم، سرعت پایین و دبی بالا تبدیل می نماید. از اداکتورها در قسمت خروجی پمپ ها استفاده می گردد و به این ترتیب دبی خروجی آنرا تغییر می دهند. به عبارت دیگر با ایجاد تغییر در مقاطع خروجی محلول می توان حجم خروجی آنرا افزایش داد. در شکل 15 تصاویری از اداکتور ارائه شده است. با مراجعه به جدول "فاکتور بهبود فرآیند آبکاری" که در ابتدای مقاله ارائه شد، مشاهده می شود که ایجاد تلاطم به این روش از جمله موثرترین تکنیک ها می باشد که البته موفقیت آن تا حدود زیادی به نحوه ی طراحی و اجرا وابسته است.

شکل 15. نمونه هایی از اداکتور.
مبنای کارکرد اداکتور در شکل 16 نشان داده شده است و همانگونه که مشاهده می شود سرعت محلول خروجی را می توان تا 6 برابر جریان ورودی (A) افزایش داد.

شکل 16. شماتیکی از نحوه عملکرد اداکتور.
جهت افزایش بازده این سیستم لازم است تا نوع کاربرد بدرستی مشخص گردد. بطور کلی استفاده از اداکتورها با سه منظور کلی صورت می گیرد:
الف- جهت ایجاد تلاطم شدید در حمام های آبکاری و حرکت محلول به سمت قطعات مورد نظر برای آبکاری.
ب- در حمام های آبکاری الکترولس نیکل، الکترولس مس و گالوانیزه قلیایی غیر سیانوری که محلول نباید مستقیماً به سمت قطعات جریان یابد.
ج- در فرآیندهای آبکاری که توام با تشکیل رسوب زیاد در محلول هستند، مانند چربیگیری و فسفاته کاری، حرکت محلول به سمت کف وان جهت جلوگیری از ته نشینی رسوبات و کمک نمودن به جداسازی آنها توسط فیلتر.
بر اساس اطلاعاتی همچون عمق محلول و نوع فرآیند می توان متغیرهایی همچون فشار پمپ و نیز تعداد و اندازه اداکتورها را محاسبه نمود. در اغلب موارد بهتر است ما بین پمپ و نازل ها، شیری تعبیه گردد تا بدین وسیله بتوان میزان تلاطم مورد نیاز را تنظیم نمود. نکته حائز اهمیت استفاده از لوله هایی است که متناسب با اندازه سایز خروجی پمپ باشد تا به این ترتیب از افت فشار جلوگیری شود. در شکل 17 شماتیکی از برخی طراحی های سیستم تلاطم بوسیله اداکتور در فرآیندهای گوناگون نشان داده شده است.
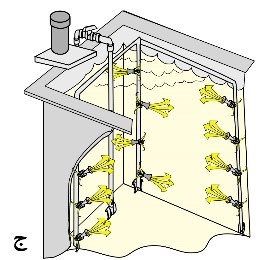
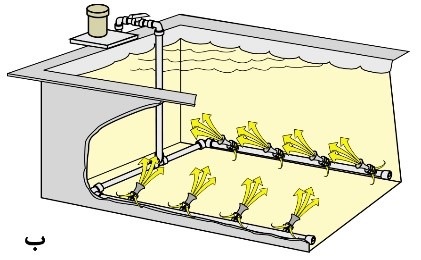
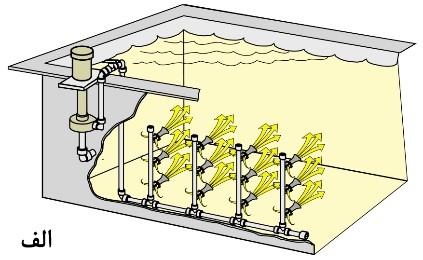
شکل 17. شماتیکی از وان های مجهز به سیستم تلاطم توسط اداکتور الف) برای آبکاری بردهای مدار چاپی و قطعات به صورت آویز
ب) برای تمیزکاری قطعات درون سبد و به صورت آویز ج) برای مخلوط نمودن مواد اولیه در محلول.
مثال های عملی بسیاری از بکارگیری اداکتورها وجود دارد که در اینجا به نمونه ای از آنها اشاره می شود.
در یک کارگاه آبکاری که دارای قسمت تمیزکاری نسبتاً بزرگی بوده است، جهت زدودن آلودگی و زنگ از روی قطعات در ابتدا از سیستم تلاطم هوایی استفاده می گردید. در این حالت لازم بود جهت حصول اطمینان از تمیز شدن قطعات، عملیات تمیزکاری 4 الی 5 مرتبه تکرار می شد تا به این وسیله لایه اکسیدی بر روی قطعات به صورت کامل پاک می گردید. از جمله مشکلات این روش بسته شدن روزنه های لوله های دمش هوا و نهایتاً تلاطم غیر یکنواخت در محلول بود. استفاده از تلاطم با اداکتور باعث شد تا در ابتدا مشکل گرفتگی سوراخ ها مرتفع گردد و ثانیاً تا 74 درصد صرفه جویی در مصرف مواد گزارش شود. دلیل کاهش مصرف مواد، حذف پدیده ی اکسیداسیون ناشی از حضور هوا در محلول و نیز کاهش تلفات در اثر تبخیر بوده است. در نهایت 11 درصد کاهش در تمام هزینه ها گزارش گردید چرا که هزینه تولید هوا هم کاهش یافته بود.
در اینجا به برخی از فرآیندهایی که در آنها سیستم تلاطم با اداکتور عملکرد موفقیت آمیزی داشته است، اشاره می شود. شایان ذکر است که راندمان آنها در مقایسه با سایر روش های تلاطم، بطور قابل ملاحظه ای افزایش یافته است. این فرآیندها عبارتند از: چربیگیری و آبکشی، آبکاری مس اسیدی تزئینی و نیز بر روی بردهای مدار چاپی، محلول های فسفاته کاری، آبکاری طلا / نقره / رودیم / کادمیوم و قلع، الکتروفرمینگ، آبکاری نیکل و کروم، آندایزینگ، الکترولس نیکل و مس.
به طور کلی شاخص ترین تاثیرات اداکتور به شرح زیر می باشد:
- کاهش آلودگی هوا تا 90 درصد
- کاهش انرژی حرارتی تا 25 درصد
- کاهش مصرف براقی و مواد افزودنی
- براقیت یکنواخت پوشش و نیز توزیع یکنواخت ضخامت و قدرت پوشانندگی بهتر در نقاط گود و دارای فرو رفتگی
- قابلیت افزایش دانسیته جریان بخصوص در مقایسه با تلاطم مکانیکی (گیربکسی)
- کاهش حفرات در پوشش
- کاهش تشکیل کربنات در حمام های سیانوری
- غلظت یکنواخت و نیز تلاطم ثابت و متعادل
- بهبود بازده فیلتر و کاهش تشکیل رسوبات در کف وان
جمع بندی:
امروزه رایج ترین روش های ایجاد تلاطم در محلول های آبکاری در کشور، تلاطم مکانیکی (حرکت دادن قطعه توسط گیربکس) و نیز استفاده از دمنده ها (دمش هوای فشرده) می باشد که در این راه بهره گیری از تجهیزات مناسب می تواند منجر به بهبود راندمان و کاهش معایب مربوط به آنها شود. بکارگیری امواج مافوق صوت در فرآیند تمیزکاری قطعات دارای پیچیدگی هندسی و نیز ریختگی، توصیه می شود. ایجاد جریان آشفته (Turbulence) توسط پمپ و اداکتور در محلول ها، به دلیل کارآیی بیشتر نسبت به روش های حرکت دادن قطعه و استفاده از هوا، روشی بسیار موثر بوده و می تواند نقش بسزایی را نه تنها در افزایش کیفیت نهایی قطعه آبکاری شده از نظر توزیع ضخامت بهتر و پوشش دهی مناسب در گودی ها ایفا نماید بلکه می تواند سبب کاهش مصرف مواد افزودنی نیز گردد.
مرجع: سایت ایران بوردالکتریک
www.ibe-co.com