
کارشناس خانه آبکار
آغاز به کار سایت تخصصی خانه آبکار

خانه آبکار
وبسایت تخصصی آبکاری ایران
وبسایت خانه آبکار به منظور جریان سریع اطلاعات در صنعت آبکاری از سال 1394 تاسیس و راه اندازی شده است. با توجه به نیاز صنعت آبکاری به کسب اطلاعات علمی و فنی و کمبود موجود در این زمینه، خصوصا در فضای مجازی، این وبسایت و کانال تلگرامی مرتبط با آن به سرعت مورد استقبال کارشناس و صاحبان صنایع مرتبط قرار گرفته است.
این سایت شامل بخشها و امکانات متعددی می باشد که به تعدادی از آنها اشاره می کنیم:
- مقالات علمی
- بورس مواد شیمیایی خانه آبکار
- استانداردهای آبکاری
- تالار گفتگو
- نشریات صنعت آبکاری
- کتاب های صنعت آبکاری
- مشورت با خانه آبکار
- اخبار تخصصی صنعت آبکاری
فسفاته کاری منگنز فولاد ساده کربنی

مقدمـه:
در زمره سه نوع پوشش تبدیلی فسفاته، پوششهای فسفاته منگنز حداکثر مقاومت به خوردگی در کاربردهای رنگ نشده را بوجود می آورند. این پوششها که بطور وسیعی در صنعت خودرو استفاده می شوند بهترین پوشش برای آسان کردن لغزش و کاهش سایش دو سطح فلزی لغزنده روی یکدیگر می باشد.
.پوششها فسفاته خواص روغنکاری شدیدی ندارند ولی بخاطر طبیعت مختلط که دارند قادرند مقدار قابل ملاحظه ای را جذب کرده و در خود نگه می دارند
بهترین کارکرد سایشی پوششهای فسفاته منگنز با استفاده از پوشش های متخلخل با دانه های ریز که توسط یک محلول شتابدار شده بدست می آید به همراه روغن اعمال شده روی آنها حاصل می شود، از این نوع پوششهای فسفاته برای زیرسازی رنگ استفاده نمی شود.

پوشش های فسفاته منگـنز:
این پوششها بر قطعات آهنی مانند یاتاقانها، چرخدنده ها و قطعات داخلی موتورهای احتراق به منظور جلوگیری از سایش اعمال می شود. رنگ آنها معمولا خاکستری تیره بوده و وزن واحد سطح آنها در محدوده 5.4 الی 32.4 گرم بر متر مربع قرار دارد.پوششهای ریزدانه معمولا به پوششهای درشت دانه ترجیح داده می شوند اگرچه اندازه کریستال را می توان بسته به نیازمندیهای سرویس تغییر داد.
تلاش برای تبدیل محلول فسفاته منگنز به محلول فسفاته کاری در دمای اتاق موفقیت آمیز نبوده است. معمولا دمای کاری محلول فسفاته منگنز برابر با c˚99-93 است و در این دمای کاری پوششهای فسفاته منگنز – آهن تشکیل می شود. مقدار آهن اضافی موجود در حمام را با اضافه کردن یک عامل اکسید کننده مانند پراکسید هیدروژن می توان کنترل نمود.
پوششهای فسفاته منگنز به اثرات تمییزکاری حساس هستند. استفاده از یک تمییز کننده اسیدی یا قلیایی قوی، تولید پوششهای خشن تری می کنند. با آماده سازی سطح قبل از انجام فسفاته کاری توسط سوسپانسیونی از فسفات منگنز ریز، تا حد زیادی می توان بر این مساله فائق آمد. این قضیه بویژه وقتی مهم است که قطعه کار زنگ زده باشد و قبل از فسفاته کاری نیاز به اسید شویی داشته باشد.
بحث و نتیجه گیری :
در اثر افزودن سولفات فرو به محلول فسفاته، یون فرو و سولفات حاصل خواهد شد، یون فرو قادر است با H2PO4-حاصل از تفکیک اسید فسفریک تشکیل نمک فسفات فرو اولیه داده و پس از تبدیل شدن به نمک فسفات ثانویه و ثالثیه در ترکیب پوشش شرکت کند، لذا با افزودن یون فرو به محلول فسفاته اسید کل آن کاهش خواهد یافت. پر شدن خلل و فرج پوشش توسط نمکهای فسفات فرو، دانسیته ظاهری پوشش را می افزاید. افزودن نیترات نیکل به محلول فسفاته نیز یون نیترات و یون نیکل بوجود می آورد. با توجه به نتایج آنالیز تصویری و خطی اشعه Xو نیز با توجه به نتایج تعیین مقاومت به خوردگی پوشش می توان گفت نیکل در ترکیب پوشش های فسفاته نقش داشته است ، لذا در مورد آن تحلیلی مشابه با یون فرو می توان داشت. ولی یون نیترات از آنجا که یک شتابدهنده اکسید کننده است با دیپلاریزه کردن هیدروژن بوجود آمده از واکنش کاتدی روی سطح جلوگیری رشد کریستالها را گرفته و بدین ترتیب اندازه کریستالها ، ضخامت سطح پوشش را کاهش داده و دانسیته ظاهری آن را می افزاید.
در مورد فلورید سدیم می توان گفت از آنجا که ترکیب اسید ضعیف و نمک آن می تواند در محلول خاصیت بافرکنندگی داشته باشد ، لذا افزودن فلورید سدیم به محلول فسفاته طبق معادلات زیرباعث مقاومت محلول در برابر تغییرات ناگهانی PHمی شود:
NaF --> Na ++ F -
HF --> H ++ F -
اولین مرحله تشکیل پوشش فسفاته حمله اسید به سطح فلز و انحلال آن است:
Fe + 2H+ --> Fe2++ H2
در اثر این حمله PHمحلول در مجاورت سطح به طور موضعی افزایش یافته و طبق واکنش زیر ، پوشش فسفاته تشکیل خواهد شد
MeHPO2 + Me3(PO4)2 + 5H+--> 4Me 2++ 3H2PO4-
حضورNaF در محلول فسفاته تغییرات PHمحلول در مجاورت سطح فلز را کنترل کرده و از رسوب کریستالها به صورت مجتمع و دسته ای جلوگیری می کند.
در مورد نیترات نقره نیز می توان تحلیلی مشابه با نیترات نیکل داشت ضمن آنکه نتایج آنالیز خطی اشعه Xاز ضخامت پوشش نشان می دهد که نقره به صورت خالص نیز بر روی سطح فلز راسب شده است و لذا بدین ترتیب با افزایش نواحی کاتدی سرعت فرآیند را افزوده و اندازه کریستالهای پوشش را ریزتر کرده است. وارد شدن نقره در ترکیب پوشش و راسب شدن آن روی سطح فلز پایه از آنجا که جرم اتمی نقره نسبت به نیکل بالاتر است باعث افزایش وزن واحد سطح پوشش حاصل از محلول 4 نسبت به پوشش حاصل از محلول 3 جدول 1 خواهد شد.
جدول 1 – ترکیب شیمیایی محلولهای مورد استفاده جهت ساخت محلول نهایی
| شماره محلول | ترکیب شیمیایی |
| 1 | FeSO4 + محلول پایه |
| 2 | FeSO4 + Ni(NO3)2 + محلول پایه |
| 3 | FeSO4 + Ni(NO3)2 + NaF + محلول پایه |
| 4 | FeSO4 + Ni(NO3)2 + NaF + AgNO3 + محلول پایه |
با افزودن نیترات نیکل ، فلورید سدیم و نیترات نقره به محلول فسفاته مقاومت به خوردگی پوشش نسبت به پوشش حاصل از محلول 1جدول 1 افزایش یافته است.
علت افزایش مقاومت به خوردگی را می توان به افزایش دانسیته ظاهری سطح و لذا کاهش میزان سطح سوراخ آزاد نسبت داد .علت افت نمودار در اثر افزودن نیترات نقره نسبت به حالت بدون آن علی رغم افزایش دانسیته ظاهری را نیز می توان به نقش کوپلهای گالوانیک بوجود آمده در اثر نشست نقره روی سطح فولاد نسبت داد.
عملیات روغنکاری باعث جذب روغن توسط کریستال شده و لذا مقاومت به خوردگی پوشش را می افزاید ضمن آنکه مقداری روغن نیز در خلل و فرج پوشش جذب خواهد شد. در اثر سیل کاری پوشش در محلول اسید کرومیک حفره های موجود در پوشش با تشکیل فسفات کروم در محل آنها بسته خواهد شد ، لذا بدیهی است که با مسدود شدن نقاط شروع خوردگی ،مقاومت به خوردگی پوشش افزایش شدیدی بیابد .
استفاده توأم از عملیات سیل کاری در محلول اسید کرومیک و روغنکاری در گریس علاوه بر بستن حفره های موجود در پوشش باعث جذب روغن توسط کریستال نیز شده و لذا نسبت به هر یک از عملیات فوق مقاومت به خوردگی بالاتری نتیجه خواهد شد.
برگرفته از پروژه پایانی :
احمد زندی / دانشجوی کارشناسی ارشد مهندسی خوردگی دانشگاه صنعتی شریف
استاد راهنما : دکتر محمّد قربانی / استاد تمام دانشکده مهندسی و علم مواد دانشگاه صنعتی شریف
لغات کلیدی : فسفاته منگنز , منگنز فسفات , فسفات منگنز , محلول فسفاته منگنز تست بالا , فسفاته مقاوم به خوردگی , فسفاته ضد خوردگی ,
کاربرد پوشش های فسفاته

پوشش فسفاته به دلیل اقتصادی بودن، سرعت تشکیل بالا، محافظت از خوردگی خوب، مقاومت سایشی، چسبندگی و خاصیت روانکاری نقش مهمی را در صنعت اتومبیل و صنایع دیگر ایفا میکند. بیشترین استفاده پوششهای فسفاته بعنوان پایه ای برای رنگ می باشد همچنین به عنوان نگهدارنده روغن ها و افزایش چسبندگی رنگ، عایق کاری الکتریکی بکار می روند. در زیر به توضیح مختصر هر یک از کاربردهای فوق الذکر می پردازیم .
پوشش فسفاته برای محافظت در برابر خوردگی
تمام انواع پوشش های فسفاته برای حفاظت در مقابل خوردگی می توانند مورد استفاده قرار گیرند. پوشش فسفاته غیر قابل حل به صورت یک سد فیزیکی در مقابل رطوبت عمل می نماید. درجه حفاظت پوشش های فسفاته در برابر خوردگی به عوامل مانندیکنواختی پوشش.، ضخامت دانسیته و اندازه کریستالهای پوشش و نوع آب بندی نهایی بستگی دارد.

پوششهای فسفاته ای که برای مقاصد جلوگیری از خوردگی می باشند. ممکن است نهایتأ توسط محلول آبی حاوی ترکیبات کروم دار آب بندی شوند و یا میتوان برای افزایش مقاومت به خوردگی بعد از فسفاته از روغن یا واکس استفاده نمود. بدون عملیات بعدی، مدت حفاظت در برابر خوردگی پوشش های فسفاته محدود به عمر پوشش می شود. برای بدست آوردن حفاظتی به مدت طولانی از سطوح فسفاته کاری شده انجام عملیات اضافی ضروری می باشد. پوشش های فسفاتی که برای حفاظت از خوردگی استفاده می شوند ممکن است یک شستشوی نهایی توسط محلول های شامل ترکیبات کرم داشته باشند. بدون عملیات تکمیلی فوق این پوشش ها دارای دوام و عمر کوتاهی خواهند بود. برای به دست آوردن لایه های فسفاته موثر و با دوام بر حسب تکمیلی بر روی سطح فسفاته ضروری است. این عمل می تواند به طور مثال با استفاده از روغن غیر خورنده ، گریس، واکس، رنگ یا پوشش های مشابه انجام گیرد.البته ترکیب حمام نیز موثر است، مثلأمولیبدن مقاومت به خوردگی پوشش فسفات آهن را کم می کند و در عوض کلرات مقاومت را افزایش می دهد.
جدول: مقاومت به خوردگی قطعه فولادی با پوششهای مختلف
| پوشش حفاظت کننده | زمان ظهور اولین نشانه های خوردگی در مه نمکNaCl%3 (بر حسب ساعت) |
| بدون حفاظت کننده | 0.1 |
| فسفاته کاری شده | 0.5 |
| آبکاری نیکل | 13- 10 |
| آبکاری کرم | 24- 23 |
| فسفاته شده سپس با پارافین براق شده | 60 |
| دولایه روغن جلای کوره ای | 70 |
| فسفاته شده و یک بار هم با روغن جلای کوره ای پوشش داده شده است. | پس از 500ساعت علائمی از خوردگی مشاهده نشده است. |
بیشترین مقاومت به خوردگی در پوششهای فسفاته، مربوط به فسفات منگنز است که در حالت فسفاته داغ (فسفاته کردن با تسریع کننده در دمای بالا) حاصل میشود. از طرفی کمترین مقاومت به خوردگی توسط فسفات آهن ایجاد خواهد شد.
پوشش فسفاته برای مقاومت به سایش
خواص رفت و برگشتی قطعات ماشین که محتمل سایش می شوند در اثر فسفاتاسیون بهبود می یابد، زیرا از ساییدگی حرکتی جلوگیری می شود. توانایی پوشش فسفاته برای کاهش سایش اولأ به یکنواختی پوشش فسفاته، ثانیأ به فنر زمینه و ثالثأ جذب روغن توسط پوشش بستگی دارد. پوشش های فسفاته منگنز سنگین (8/10الی 0/43 ) همراه با یک روانساز جهت مقاومت به سایش بکار میروند .
پوشش فسفاته برای زیر سازی رنگ
وظیفه اصلی یک پوشش رنگ محافظ جلوگیری از خوردگی فلز پایه در محیطی که مورد استفاده قرار گرفته می باشد. برای دستیابی به این هدف روش آماده سازی بایستی به نحوی باشد که اکتیویته سطح فلز را کاهش دهد. بطوریکه از خوردگی در فصل مشترک رنگ– فلز جلوگیری شود.
معمولأ پوشش های فسفاته روی بو پوششهای فسفاته آهن بعنوان پایه ای برای رنگ کاری بکار می روند. نمونه ای از این کاربردها برای بدنه اتومبیل، فیلترهای هوا، سیستم ترمز، تانک های سوخت، کابینتهای فلزی، مصارف خانگی و اسباب بازی ها می باشد.
پوشش های فسفاته به عنوان عایق الکتریکی
پوشش های فسفاته روی به عنوان عایق الکتریکی نیز بکار میروند. جرم واحد سطح پوششهای فسفاته تابعی از مقاومت الکتریکی سطح مورد نیاز می باشد .
مرجع پایان نامه دانشگاهی اقایان خیر خواه و پور فتحی دانشگاه شریف
روش های ایجاد پوشش فسفاته

برای فسفاته کاری سطوح می توان از روش غوطه وری، روش اسپری کردن و یا از ترکیبی از هر دو روش استفاده کرد.به عنوان مثال یک روش مدرن برای اعمال پوشش فسفاته روی بر روی بدنه اتومبیل ترکیبی از روش غوطه وری و اسپری می باشد. بدین ترتیب که هنگام ورود قطعه کار به محلول توسط افشانک هایی در داخل حمام، محلول به قطعه پاشیده می شود. بعضی مواقع ممکن است ایجاد پوشش فسفاته به وسیله برس زدن انجام شود و البته این روش کمتر مورد استفاده قرار میگیرد.
روش غوطه وری
هر سه نوع پوشش فسفاته روی، آهن و منگنز را می توان به روش غوطه وری اعمال کرد. با استفاده از این روش می توان قطعه کارهای باریکه ای شکل مانند نوار را بطور مداوم پوشش کاری کرد. قطعه کارهای کوچک مانند پیچ و مهره و واشر و .. که در حجم های زیادی تولید می شوند فقط به روش غوطه وری می توان برروی آنها پوشش ایجاد کرد. از طرفی این روش برای چنین قطعاتی اقتصادی است. برای پوشش کاری این نوع قطعات، آنها را داخل استوانه ای سوراخ دار می ریزند که این استوانه بعد از غوطه وری در محلول فسفاته با سرعت 4 دور در دقیقه می چرخد. این درام ها معمولأ از جنس فولاد کم کربن ساخته می شوند و در صورتیکه عمر بیشتری انتظار داشته باشیم از نوع فولاد زنگ نزن انتخاب می شود. در شکل 1 نمونه ای از این درام ها نشان داده شده است.
شکل1 وسیله ای مخصوص فسفاته کاری قطعات کوچک
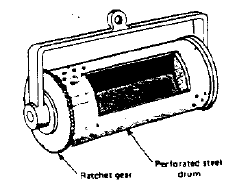
ممکن است قطعات کوچک در داخل سبدی بدون چرخش وارد حمام فسفاته شوند و معمولأ چنین روشی کاملأ رضایت بخش نمی باشد چون قطعاتی که در تماس با یکدیگر هستند و یا در تماس با دیواره سبد قرار می گیرند بدون پوشش باقی می مانند. قطعات بزرگ بطور دستی حمام می شوند و اگر چنین قطعاتی دارای شکل پیچیده ای باشند مانند بدنه پمپ ها یا دریچه های هیدرولیک بایستی به روش غوطه وری فسفاته کاری شوند. با استفاده از هر دو روش می توان پوشش فسفاته سنگین بر روی سطح اعمال کرد اما روش غوطه وری برای این منظور معمولتر می باشد. با استفاده از روش غوطه وری، پوشش در تمام قسمتهای قطعه کاربصورت یکنواخت ایجاد می شود و قطعأ دارای قسمتهای بدون پوشش کمتری است و در نتیجه به تعمیر کمتری نیاز دارد. سرعت عمل در این روش کند است و نیاز به حمام های بزرگتر و فضای بیشتری می باشد و به علت حجم زیاد شارژ دوباره آن گرانتر است. به علت اینکه حجم حمامها در روش غوطه وری بزرگتر است پس درجه حرارت ثابت و پایدارتر می باشد. فسفاته کاری به روش غوطه وری تغییراتی در ترکیب پوشش فسفاته ایجاد می کند در نتیجه عمل رنگ کاری بهتر انجام می شود.
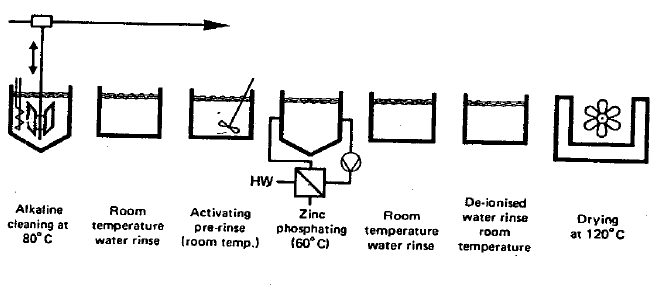
یک سیستم فسفاته کاری به روش غوطه وری بایستی شامل تعدادی مخزن، کنترل کننده درجه حرارت و سطح محلول، سیستم های خروج بخار، تجهیزات لازم برای جابجا کردن مواد و تجهیزات برای خشک کردن باشد .در زیر یک نمونه فرآیند پوشش دهی به روش غوطه وری نشان داده شده است.
شکل 2: فرآیند فسفاته کاری به روش غوطه وری
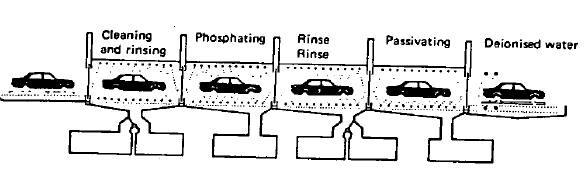
روش اسپری کردن
پوشش فسفاته روی و گاهی فسفات آهن بدین روش اعمال می گردد. اسید کل حمام فسفاته بایستی معمولاحدود10-20 باشد و pH حمام چربیگیری بایستی حدود10-88 باشد.
در پایان فسفاته کاری نمونه بایستی تحت پاشش آب بدون یون با سرعت 3-1 قرار بگیرد. هدایت یونی این آب نبایستی بیشتر از 30 باشد.
شکل3 : فرآیند پوشش دهی به روش اسپری کردن.
انتخاب روش مناسب فسفاته کاری بر اساس خصوصیات ویژه قطعه کار و پروسه کاری آن می باشد. با وجود این راهنمایی های زیر ممکن است در انتخاب روش صحیح مفید واقع شوند :
1) شکل ، اندازه و تعداد قطعات می توانند تعین کنند روش فسفاته کاری باشند. قطعات با شکل پیچیده معمولا به روش غوطه وری فسفاته کاری می شوند
2) جنبه اقتصادی روش و فضای موجود نیز موثر است.
3) کیفیت مورد نظر از پوشش در انتخاب روش دخالت دارد.
4) برای ایجاد پوششهای فسفات سنگین معمولأ از روش غوطه وری استفاده می شود .
مرجع : پایان نامه دانشگاهی اقایان خیر خواه و پور فتحی دانشگاه شریف
روشها methods

روشها methods
شامل:اصول تئوری/روشهای تولید/ مدیریت/ کنترل/ تشویق وتنبیه/و..
1.روش کنترل تولید :
1.1 .شاخص های بهره وری
2.1. کلیات
3.1. اندازه گیری وتحلیل
2.اصول کلی آبکاری الکتریکی
3. ویژگیها و روشهای آزمون پوشش های فسفاته
حداکثر غلظت در وانها

| حداکثرغلظت مواد در وانها | |
| فلزات | 10-20 mg/l |
| سیانید | 10-20 mg/l |
| کرومیک اسید | 16 mg/l |
| قلیاها | 100 mg/l |
| اسیدها | 100 mg/l |
واژه های فنی مورد نیاز آبکاری

برخی واژه های فنی مورد نیاز هر آبکار
اکی والان الکترو شیمیایی (A): واحد اندازه گیری A اکی والان الکتروشیمیایی Kg/As (کیلو گرم بر آمپر ثانیه) است و مفهوم آن اینست که چه مقدار از یک ماده با جریان یک آمپر در یک ثانیه از آند جدا شده و روی کاتد می نشیند. بطور معمول در آبکاری صورت g/Ah (گرم بر آمپر ساعت) این واحد بیشتر کاربرد دارد.
وزن اکی والانی: عبارتست از وزن اتمی بر حسب گرم تقسیم بر ظرفیت عنصر(ظرفیت عبارتست از تعداد الکترونهایی که در واکنش شیمیایی جابجا می شود).
آمپر: شدت جریان(I) در اصطلاح با نقره مفهوم پیدا می کند به این معنی که یک آمپر (A1) شدت جریانی است که می تواند در یک ثانیه (s1) mg 118/1 نقره را از الکترولیت نقره جدا کرده در کاتد بنشاند.
آمپر ساعت: واحدی برای میزان جریان برق مصرفی در فرایند آبکاری است که تابعی است از شدت جریان و زمان نشانگر این واحد Ah است و معیاری است برای میزان افزودنی ها در آبکاری و ترمیم آنها
آند: در الکترولیز به الکترود مثبت اطلاق می شود( معمولاً الکترود مثبت را قرمز رنگ آمیزی می کنند)
بازده جریان آندی:
( توان انحلال آندی) عبارتست از نسبت عملی میزان انحلال آند به مقدار تئوری آن بر حسب در صد
جریان مؤثر( جریان واقعی): عبارتست از اختلاف پتانسیل بین آند و کاتد که با نشانگر V مشخص می شود.
جرم اتمی: عبارتست از نسبت جرم اتمی اتمها به 12/1 ( یک دوازدهم) جرم ایزوتوپ کربن 12(C12)
کولمب: واحد اندازه گیری مقدار الکتریسیته (C) و آن مقدار الکتریسیته ای است که بتواند جریانی با شدت 1 آمپر را در مدت 1 ثانیه از هر نقطه از مدار عبور دهد و در یک الکترولیت نقره mg 118/1 نقره را از اند جدا کرده بر کاتد بنشاند.
وزن مخصوص: نسبت وزن یک جسم به حجم آن و واحد آن cm3 /g ( گرم بر سانتی متر مکعب) است. در آبکاری کاربرد درجه بومه (Be0) به جای وزن مخصوص کاربرد بیشتری دارد.
الکترولیت: محلولهای با پایه حلال آب یا حلالهای آلی که مانند نمک های مذاب در آنها، املاح فلزی به یون تجزیه(یونیزه) شوند و جریان الکتریکی را هدایت کنند الکترولیت نامیده می شوند.
فاراده (ثابت فاراده): ثابت فاراده(F) مقدار جریانی است که بر اساس تئوری، برای جدا سازی یک اکی والان گرم از آند لازمست. C/mol 96485= F ثابت فاراده
ژول: واحد مقدار حرارت (کار، انرژی) که (J) نشانگر آنست
1J=1Nm=1Ws
J 1868/4= cal1 کالری
کاتد: در الکترولیز به الکترود منفی کاتد می گویند. (کاتد را با رنگ آمیزی آبی مشخص می کنند)
کاتیون: یون حامل بار مثبت که در الکترولیت به کاتد می رود و در آنجا می نشیند.
آنیون: یون حامل بار منفی ه در الکترولیت به آند می رود و باعث انحلال آند می شود.
ظرفیت الکتریکی: عبارتست از کل جریان الکتریسیته ای که از وان عبور می کند به کل حجم وان A/L (آمپر بر لیتر)
جرم مولکولی: عبارتست از جمع جرم اتمهای تشکیل دهنده یک مولکول براساس فرمول شیمیایی آن
pH: معیاری است برای سنجش فعالیت یون هیدروژن در الکترولیت ها:
7 › pH محیط اسیدی 7= pH محیط خنثی 7 › pH محیط قلیایی
بازده جریان (راندمان جریان): عبارتست از نسبت بین مقدار عملی فلز نشسته بر کاتد بر مقدار تئوری آن بر حسب درصد (%)
دانسیته جریان: عبارتست از میزان جریانی، برحسب آمپر، که بر سطح الکترود، برحسب دسیمتر مربع، توزیع می شود. واحد دانسیته جریان A/dm2 است.
وات (W): توان جریان است و مقدار آن برابر است با
(آمپر) A1 × ( ولت) V1 =W1 و W= 1000= KW 1
ظرفیت: تعداد الکترونهایی است که در یک واکنش الکتروشیمیایی یک عنصر، بنیان یا یون می گیرد یا از دست می دهد.
نقشه راه عبور از بحران صنعت آبکاری- تدوین و پیشنهاد خانه آبکار

نقشه راه صنعت آبکاری ایران
دیدگاه
نهاد گرایی
نسخه زیست محیطی
تدوین 1391
ویرایش 1392.003
گرد اوری و تدوین توسط خانه آبکاری
اطلاعات مفید ورقهای فولادی برای ساخت تجهیزات آبکاری

آناليز وتعيين استاندارد معتبر با چندين سال تجربه و تلاش بي وقفه قادر به تامين نياز صنايع مختلف ميباشد
استنلس استیل
ورق (مات-براق-آينه اي-خشدار-طرح دار-طلايي) در سایزهای مختلف از
ضخامت 100mm ~ ۰.4m
به صورت :
coil : 100-122-125-200
sheet:100*200-122*244-125*250-150*300-150*600-200*600
ورق استنلس استیل
(1.4310 ) 301
(1.4301) 304
(1.4307) 304L
(1.4541) 321
ورق استنلس استیل (ضد اسید)
(1.4401) 316
(1.4404) 316L
(1.4571) 316Ti
ورق استنلس استیل (استیل نسوز)
309
309s
310
310s
1.4841
ورق استنلس استیل(استیل بگیر)
(1.4512) 409
(1.4006) 410
(1.4028) 420
(1.4016) 430
شفت و ميلگرد استنلس استيل ( بگير و نگير)
لوله استنلس استيل:
درزدار و مانيسمان رده هاي مختلف
سفارش ساخت لوله هاي غير استاندارد استنلس استيل با ارائه قطر داخلي و خارجي پذيرفته مي شود
پروفيل استنلس استيل:
20*20-30*30-40*40-60*60
تسمه استنلس استيل -نبشي استنلس استيل
اتصالات استنلس استيل:
زانو-دو سر دنده-سردنده-مهره ماسوره-سه راه -تبديل-چپقي
فلنچ استنلس استيل:
فلنج دنده ای-فلنج کور-فلنج ساکت-فلنج اریفیس-فلنج اسلیپون-فلنج گلودار-فلنج عینکی-انکر فلنج- فلنج لپ جوینت-فلنج اسپیکات-فلنج جوشی-فلنج الوی استیل-فلنج تخت
شيرآلات استنلس استيل:
شير صافي-شير خودكار-شير ديسكي-شير سوزني-شير كشويي-شيرپروانه اي-شير فلنچ دار-شير نمونه برداري
الکترود استیل
برش با آب (واترجت) CNC
watering cutting cnc machines
برش شعله و پلاسماي
آبکاری روی آلیاژی و خواص آن - گفتگوی مدیران سال 93
موضوع بحث
آبکاری روی آلیاژی و خواص آن
دکتر بهروز بهادر منش دوستان کسی در مورد افزودنی های حمام آلیاژی روی نیکل اطلاع دقیق دارد؟
دکتر سهرابنژاد (بهین صنعت) Lotfan be site surtec morajehe karde va dastur ol al ra motale konid
دکتر سهرابنژاد (بهین صنعت) Ba aghayeohandes ghate daghi ya mohandes baghal zade tas begirid. Tajrobiyate geran baha darand.
دکتر بهروز بهادر منش تشکر فراوان
مهندس ژوله شرکت بهین صنعت سلام شب خوش خدمت همه دوستان گرامی
مهندس ژوله شرکت بهین صنعت و با تشکر از آقای قدردان بابت زحمات شان و امید موفقیت بیش از پیش برای ایشان و همکاران شان
مهندس ژوله شرکت بهین صنعت در مورئ پوشش روی نیکل و افزودنی های ان عرض کنم که در این فرایند یک لایه از الیاژ روز - نیکل که حاوی 11 تا 15 درصد نیکل است بر روی فلز پلیه ایجاد می گردد
مهندس ژوله شرکت بهین صنعت این فرایند هم بر پایه سدیم (هیدرواکسد سدیم ) فرایند های قدیمی تر و هم بر پایه پتاسیم نسل جدید تر حمام های روی نیکل عرضه شده است
مهندس ژوله شرکت بهین صنعت که البته افزودنی های هر سیستم مخصوص به خود ان سیستم است اما ویژگی های کلی افزودنی ها در هر دوی این سیستم ها مشابه هم است
مهندس ژوله شرکت بهین صنعت بطور کلی افزودنی های مورد استفاده در فرایند آبکاری الیاژی روی نیکل را به ترتیب زیر میتوان طبقه بندی نمود
مهندس ژوله شرکت بهین صنعت 1- کمک براقی Carrier که وظیفه اصلی ان توزیع یکنواخت تر پوشش در شدت جریان های مختلف است .
مهندس ژوله شرکت بهین صنعت 2- براقی Brightener براقیت و جلای مورد نیاز پوشش را تامین می نماید
مهندس ژوله شرکت بهین صنعت 3- جزء تامین کننده یون نیکل حمام Nickel Solution که یون نیکل را تامین می کند
مهندس ژوله شرکت بهین صنعت 4- عامل کمپلکس دهنده Complexing Agent که وظیفه ایجاد کمپلکس های مورد نیاز در این فرایند را دارد .
دکتر بهروز بهادر منش مهندس ترکیب افزودنی های حمام را لازم داشتم. فرمایشات شما در مورد افزودنی های تمام حمام های تمام آلیاژها صادق است.
دکتر بهروز بهادر منش افزودنی های حمام اسیدی روی نیکل
مهندس ژوله شرکت بهین صنعت در حمان های روی نیکل ترکیب اصلی زینکات سدیم روی در سیستم های سدیمی و زینکات پتاسیم روی در سیستم های پتاسیمی است
مهندس ژوله شرکت بهین صنعت در سیستم های سدیمی از هیدراکسید سدیم و اکسید روی برای ساخت محلول می توان استفاده نمود و در پتایسمی از پتاس و اکسید روی
دکتر بهروز بهادر منش این حمام ها همگی باز هستند
مهندس ژوله شرکت بهین صنعت در ایران از انجاییکه متاسفانه اکسید روس مناسب به سختی در دسترس است می توانیم از روی خالص که در محلول سود یا پتاس قرار داده شده و با دادن زمان کافی برای تشکیل زینکاتها استفاده نمود
دکتر بهروز بهادر منش حمام اسیدی کلرید نیکل و کلرید روی است
مهندس ژوله شرکت بهین صنعت ابکاری الیاژی روی نیکل از شاخه فرآیند های قلیایی غیر سیانوری است و اساسا در حمام های قلیایی انجام می شود
مهندس ژوله شرکت بهین صنعت نه در حمام های اسیدی
مهندس ژوله شرکت بهین صنعت در واقع پوشش هایی که به نام روی نیکل متداول است و ویژگی هایی که برای این پوشش تعریف شده حاصل از فرایند های قلیایی غیر سیانوری است
مهندس ژوله شرکت بهین صنعت توجه کنید که این پوشش نه پوشش روی است و نه پوشش نیکل بلکه یک پوشش الیاژی است به عبارت دیگر در این فرایند ما آلیاژی را می سازیم و ان را بر روی سطح رسوب می دهیم که این آلیاژ حاوی حدود 11 تا 15 درصد نیکل بسته به شرایط محلول و نوع فرایند می باشد
دکتر بهروز بهادر منش ترکیب حمام اسیدی شامل کلرید روی کلرید نیکل آمونیم کلرید و اسید بوریک است
دکتر بهروز بهادر منش آلیاژی حاوی ده تا پانزده درصد نیکل میدهد
مهندس ژوله شرکت بهین صنعت درصد بازده این حمام چقدر است ؟
مهندس ژوله شرکت بهین صنعت و سرعت پوشش ؟
دکتر بهروز بهادر منش بالاتر از 0
مهندس ژوله شرکت بهین صنعت در حمام های قلیایی روی نیکل تازه در روش های جدید پتاسیمی بازده وان حدود 50 تا 60 درصد است
دکتر بهروز بهادر منش بله
مهندس ژوله شرکت بهین صنعت با توجه به این موضوع و ترکیب وان که شما فرمودید که ترکیب ارزان قیمت است در صورت موفقیت این روش ارجحیت خوبی به سیستم های قلیایی دارد
دکتر بهروز بهادر منش بازده حمام اسیدی بالاتر است ولی
مهندس ژوله شرکت بهین صنعت کدام شرکت این فرایند را دارد ؟
دکتر بهروز بهادر منش حمام قلیایی پوشش یکنواخت تری میدهد
دکتر بهروز بهادر منش از نظر ضخامت
مهندس ژوله شرکت بهین صنعت درست است در حمام های قلیایی روی توزیع پوشش بطور کلی از حمام های اسیدی بهتر است
دکتر بهروز بهادر منش با اجازه من مرخص شم
دکتر بهروز بهادر منش ممنون از همفکری
دکتر بهروز بهادر منش شب شما بخیر
مهندس ژوله شرکت بهین صنعت اما من تا کنون به سیستم موفقی که به صورت تجاری برای آلیاژ روی نیکل اسیدی ندیده ام
مهندس ژوله شرکت بهین صنعت شب شما هم بخیر
مهندس عباس زاده درود
از دوستان كسي از اين پكيچ استفاده كرده!؟؟؟
مهندس واحد نژاد چه جالب
مهندس واحد نژاد يعني ابكاري پكيج،
به همين راحتيه واقعا؟
مهندس عباس زاده سلام جناب واحد نژاد
ميرم فوتسال فردا توضيح ميدم
ايكاري پكيچ نه(shy)
سري اسپري كه معمولا توليد كنندگان رينگ در ٧ مرحله انجام ميدن ولي اين سري ٣ مرحله اي يه
مهندس ژوله شرکت بهین صنعت سلام و صبح آدینه همگی بخیر
مهندس ژوله شرکت بهین صنعت همانگونه که آقای بهادرمنش به خوبی اشاره کردند بازده در آبکاری روی نیکل اسیدی بالاتر از 0 % می باشد که در مقایسه با روی نیکل قلیایی بسیار بیشتر است بطوری که زمان آبکاری برای رسیدن به یک ضخامت ثابت در روی نیکل اسیدی تقریبا 1/3 روی نیکل قلیایی است .
مهندس ژوله شرکت بهین صنعت این فرآیند برای آبکاری بارل قطعات بسیار ریز مانند بست ها Fasteners ( یا قطعاتی مشابه آنچه خانم حمیدی نیا چندی پیش عکش را ارسال نمودند ) و قطعات چدنی و ریخته گری شده بسیار مناسب است
مهندس ژوله شرکت بهین صنعت البته در مقایسه با روی نیکل قلیایی در برخی از پارامتر ها ازقبیل توزیع یکنواخت پوشش ، چکش خواری و ... دارای عملکرد ضعیف تری است
مهندس ژوله شرکت بهین صنعت این جدول مقایسه برخی از پارامتر های پوشش در دو فرآیند روی نیکل قلیایی و اسیدی است که توسط شزکت Entone ارائه می شود
مهندس ژوله شرکت بهین صنعت آبکاری روی نیکل اسیدی مخصوصا برای آبکاری قطعات سیستم ترمز اتومبیل بسیار متداول است Brake Calipers
مهندس ژوله شرکت بهین صنعت نمونه ای از قطعه پوسته ترمز که با فرایند روی نیکل اسیدی ابکاری شده است .
مهندس ژوله شرکت بهین صنعت این فرایند بطور تجاری توسط بسیاری از شرکت ها ارائه می شوند که علاقه مندان برای آشنایی بیشتر با نحوه اجرا و مواد مورد نیاز این حمام می توانند دستور العمل های این فرایند ها را مطالعه بفرمایند .
مهندس ژوله شرکت بهین صنعت بطور مثال
مهندس ژوله شرکت بهین صنعت فرایند روی نیکل اسیدی Kenlevel Ni 12-15 که توسط شرکت Macdermid ارائه می شود
مهندس ژوله شرکت بهین صنعت یا فرایند Zinni 0 که توسط شرکت Atotech ارائه می گردد
مهندس ژوله شرکت بهین صنعت یا فرایند Zincrolyte KCL - Ni که توسط شرکت Entoni ارایه شده است
مهندس ژوله شرکت بهین صنعت البته در تکمیل فرمایشات آقای بهادرمنش در مورد مواد سازنده حمام باید به این نکته اشاره کرد که امروزه برای رعایت مسائل محیط زیستی از فرایند های پتاسیمی بجای آمونیومی استفاده می شود که با توجه به تفاوت کم هرینه مواد لازم برای ساخت این حمام استفاده ار فرمولاسیون پتاسیمی بجای آمونیومی اکیدا توصیه می شود
مهندس ژوله شرکت بهین صنعت فرمولاسیون ساخت حمام های روی نیکل اسیدی بطور کلی بشرح ذیل است
مهندس ژوله شرکت بهین صنعت کلرور روی 0 تا 150 گرم در لیتر ( مقدار بهینه 115 گرم در لیتر )
مهندس ژوله شرکت بهین صنعت کلرور نیکل 120 تا 200 گرم در لیتر ( مقدار بهینه 140 گرم بر لیتر )
مهندس ژوله شرکت بهین صنعت کلرور پتاسیم ( 200 تا 270 گرم در لیتر ( مقدار بهینه 245 گرم در لیتر )
مهندس ژوله شرکت بهین صنعت ( در سیستم های آمونیومی بجای کلرور پتاسیم از نشادر استفاده می شود )
مهندس ژوله شرکت بهین صنعت و اسید بوریک 15 تا 25 گرم در لیتر ( بهینه 20 گرم در لیتر )
مهندس ژوله شرکت بهین صنعت مقدار لازم افزودنی های آلی ( براقی و کمک براقی ) با توجه به دستورالعمل شرکت سازنده به حمام اضافه می گردد .
مهندس ژوله شرکت بهین صنعت فرمولاسیون فوق برای فرایند روی نیکل اسیدی پتاسیمی می باشد
مهندس ژوله شرکت بهین صنعت در مورد کروماته های قابل استفاده در پوشش های روی نیکل اسیدی
مهندس ژوله شرکت بهین صنعت کروماته زرد و کروماته مشکی بسیار متداول است البته باید توجه کنید در صورتی که بخواهید قطعات را کروماته مشکی نمایید مقدار 15 تا 16 درصد نیکل در آلیاژ آبکاری شده بهترین ترکیب برای انجام کروماته مشکی است
مهندس ژوله شرکت بهین صنعت از دیگر نکات در این زمینه بعلت وجود نیکل در لایه رسوبی برای کروماته مشکی براحتی می توان از کروماته ای مشکی بدون نقره استفاده نمود
مهندس ژوله شرکت بهین صنعت همچنین کروماته های بی رنگ الکترولیتیکی هم برای این فرایند قابل استفاده می باشند .
مهندس ژوله شرکت بهین صنعت ببخشید که مطلب طولانی شد امیدوارم این اطلاعات اولیه برای آبکاری اسیدی روی نیکل برای دوستان مفید واقع شود
مهدی فرشچی ممنون از جناب ژوله و مطالب اموزندتون
مهندس بقال زاده (شرکت رنگین پوشش) سلام به همه دوستان صبح جمعه بخير و تشكر فراوان از جناب ژوله عزيز براي مطالب اموزندشون
Zar Poshesh Mehr سلام صبح دوستان وًهمکاران بخیر ممنون از جناب ژوله از اطلاع رسانی و معرفی شرکتهای خدمات دهنده
خانم مهندس حمید نیا صبح آدینه همه همکاران عزیز بخیر
ممنون آقای مهندس ژوله، از اینکه وقت گذاشتید و این مطالب آموزنده را ارسال نمودید.
مهندس بقال زاده (شرکت رنگین پوشش) سلام به همه دوستان مهندس ژوله
مهندس بقال زاده (شرکت رنگین پوشش) از مطالب خوبتون ممنونم
مهندس بقال زاده (شرکت رنگین پوشش) در آبکاری روی نیکل آلیاژی اسیدی ارآندهای روی و نیکل استفاده میشود
مهندس بقال زاده (شرکت رنگین پوشش) به علت متفاوت بودن پنانسیل متفاوت روی و نیکل مجبوریم از دو رکتیفایر مجرا استفاده کنیم
مهندس بقال زاده (شرکت رنگین پوشش) که عملیات را کمی سخت تر می کند
مهندس بقال زاده (شرکت رنگین پوشش) توزیع ترکیب آلیاژ و ضخامت پوشش در نواحی مختلف قطعات پیچیده در روی نیکل آلیاژی اسیدی یکنواخت نیست
مهندس بقال زاده (شرکت رنگین پوشش) در کتاب منتشر شده با عنوان " آبکاری روی و آلیاژهای آن " که توسط انجمن آبکاری ایران منتشر شده هم مطالب قابل توجهی وجود دارد
خانم مهندس حمید نیا در آبکاری روی نیکل قلیایی از 2 رکتی فایر استفاده نمیشود؟
مهندس بقال زاده (شرکت رنگین پوشش) خانم مهندس سلام
مهندس بقال زاده (شرکت رنگین پوشش) نه از یک رکتیفایر استفاده میشود
خانم مهندس حمید نیا سلام آقا مهندس
خانم مهندس حمید نیا پس در این صورت شرایط آبکاری سخت نیست
خانم مهندس حمید نیا آند روی و نیکل به چه صورت در وان چیدمان میشود؟
مهندس بقال زاده (شرکت رنگین پوشش) نه آند روی بصورت شیمیایی مثل آبکاری روی قلیایی در ژنراتور روی حل میشود .
مهندس بقال زاده (شرکت رنگین پوشش) نیکل مصرف شده از طریق افزودنی به وان اضافه می شود
مهندس بقال زاده (شرکت رنگین پوشش) اما کامل شدن مدار الکتریکی توسط صفحات آهنی با پوشش نیکل با ضحامت بالا یا صفحات از جنس نیکل که یه تسمه آند متصل می شود کامل می شود
خانم مهندس حمید نیا ممنون آقا مهندس از توضیحات کاملتان
مهندس بقال زاده (شرکت رنگین پوشش) خواهش می کنم
دکتر بهروز بهادر منش من با تک آند نیکل کار کردم و نتایج خوب بود.
دکتر بهروز بهادر منش حمامش زیاد به ترکیب حساس نیست.
دکتر بهروز بهادر منش این حساس نبودن به ترکیب عمدتا به دلیل رفتار آنومولوس روی نیکل است
خانم مهندس حمید نیا ممنون آقایه دکتر بهادر منش
دکتر بهروز بهادر منش خواهش میکنم
مهندس بقال زاده (شرکت رنگین پوشش) آقای دکتر برای مدت طولانی با تک آند نیکل کار کردید؟
خانم مهندس حمید نیا یه سوال دیگه
آیا کروماته پذیری ( کروماته مشکی) به خوبی گالوانیزه میباشد؟
خانم مهندس حمید نیا تست سالت اسپری و تست حرارت را به چه مقدار پاس میکند؟
مهندس بقال زاده (شرکت رنگین پوشش) بله خانم مهندس
دکتر بهروز بهادر منش نه خیلی طولانی. ولی حساسیت به ترکیب اونقدری کم بود که بشه کار کرد. مضافا ترکیب حمام من ترکیب های معمول در صنعت نیست.
دکتر بهروز بهادر منش نیکل باعث میشه راحت کروماته نشه
مهندس بقال زاده (شرکت رنگین پوشش) سالت بالای 200 ساعت برای white rust برای پوشش آلیاژی روی - نیکل و روی - آهن بدست می آید
خانم مهندس حمید نیا وایت کروژن و 200 ساعت
خانم مهندس حمید نیا رد کروژن ؟
دکتر بهروز بهادر منش من روی سالتش کار نکردم ولی ادعای بعضی شرکت های خارجی بالای 800 ساعت بود. چقدر صحت داره من بررسی نکردم
مهندس بقال زاده (شرکت رنگین پوشش) white rust!
دکتر بهروز بهادر منش البته برای red rust رو عرض کردم
خانم مهندس حمید نیا آیا تست حرارت و بالایه 300 درجه جواب میده
دکتر بهروز بهادر منش برای وایت در حد همین 200 که مهندس میفرمایند
خانم مهندس حمید نیا 200 ساعت که خیلی خوبه، یعنی بالیه 2 سال واسه محیطهایه دریایی
مهندس بقال زاده (شرکت رنگین پوشش) ادعا نیست استاندارد ISO هم هست
2 دکتر بهروز بهادر منش استانداردش رو میفرمایید؟
مهندس بقال زاده (شرکت رنگین پوشش) چون کروماته ها در این سیستم ها سه ظرفیتی است قطعات پس از 200 مقاومت شان حیلی کم نمی شود
مهندس بقال زاده (شرکت رنگین پوشش) اگر الان پیدا کنم میفرستم
مهندس بقال زاده (شرکت رنگین پوشش) ISO15726
دکتر بهروز بهادر منش ممنون
دکتر بهروز بهادر منش نکته جالبیه
مهندس بقال زاده (شرکت رنگین پوشش) متن تدوین شده این استاندارد توسط کمیته استاندارد انجمن و TC7 بصورت کتابی موجود است
دکتر بهروز بهادر منش چه کتابی؟
دکتر بهروز بهادر منش آبکاری روی و آلیاژها؟
مهندس بقال زاده (شرکت رنگین پوشش) خیر الان اطلاع می دم
مهندس بقال زاده (شرکت رنگین پوشش) "استانداردهای ملی آبکاری "تالیف کمیته متناظر TC7
مهندس بقال زاده (شرکت رنگین پوشش) ببجشید بد ارسال شد
دکتر بهروز بهادر منش چطور میشه دسترسی پیدا کرد؟
مهندس بقال زاده (شرکت رنگین پوشش) با انجمن آبکاری ایران با آدرس
مهندس بقال زاده (شرکت رنگین پوشش) iranplating.ir
مهندس بقال زاده (شرکت رنگین پوشش) تماس بپیرید
دکتر بهروز بهادر منش ممنون از راهنمایی های بسیار ارزشمند
دکتر بهروز بهادر منش البته اختمالا دکتر قربانی هم داشته باشه
مهندس بقال زاده (شرکت رنگین پوشش) حواهش می کنم
مهندس ژوله شرکت بهین صنعت سلام روز خوش به همه دوستان گرامی و تشکر از همه دوستانی که در این بحث مشارکت کردند و تجربیات خوبشان را با سایر دوستان به اشتراک گذاشتند
مهندس ژوله شرکت بهین صنعت من هم در تمامی دستور العمل هایی که برای این فرایند دیده ام از دو رکتی فایر مجزا برای اند های نیکل و روی توصیه شده است
مهندس ژوله شرکت بهین صنعت با نسبت 15 تا 20 درصد آند نیکل
مهندس ژوله شرکت بهین صنعت مراحل آبکاری و آماده ساری فطعه در آبکاری روی نیکل اسیدی شبیه به آبکاری نیکل یا روی اسیدی است
مهندس ژوله شرکت بهین صنعت یعنی تمام مراحل شستشو و خنثی سازی ها و چربی زدایی ها باید به دقت کنترل و اجرا شود
مهندس قره داغی (شرکت ایران برد) با سلام و تشکر از توضیحات خوب دوستان. دستابی به مقاومت خوردگی سفید (W.C) را برای ابکاری ثابت پوشش روی-نیکل بیش از 720 ساعت و خوردگی قرمز( R.C )بیش از 1300 امکان پذیر است. البته امروزه بیشتر از تست مقاومت به خوردگی cyclic استفاده میشود بخصوص برای قطعات خودرو. مهرماه سال قبل سمینار تخصصی راجع به ابکاری الیاژی روی نیکل برگزار کردیم. کتابچه ان در صورت تمایل موجود است که شامل خواص و تجهیزات و نگهداری محلول هم هست
مهندس ژوله شرکت بهین صنعت در این فرایند استفاده از یک مرحله فعال سازی با اسید کلرید ریک رقیق یا افزودنی های فعال سازی تجاری که توسط شرکت ها ارایه می شود توصیه شده است .
مهندس ژوله شرکت بهین صنعت سلام خدمت آقای قره داغی عزیز
مهندس ژوله شرکت بهین صنعت ضمنا فرایند های روی نیکل اسیدی نسبت به تغییرات پ هاش نیز بسیار حساس می باشند و بازه تغییرات pH محدود است و باید با دقت و بطور متناوب کنترل شوند
مهندس بقال زاده (شرکت رنگین پوشش) سلام مهندس قره داغی
خانم مهندس حمید نیا من فکر میکنم با توجه به بحثهایه انجام شده فرایند پوشش روی نیکل قلیایی ، واسه کار صنعتی و قطعات فولادی بهتر و راحت تر باشد
خانم مهندس حمید نیا اگه ممکنه در رابطه با فرایند قلیایی بیشتر توضیح دهید
خانم مهندس حمید نیا سلام آقا مهندس قره داغی
مهندس ژوله شرکت بهین صنعت فرمول های پیشنهادی برای ساخت حمام های روی نیکل قلیایی ارایه شده به هم نزدیک و شبیه است
مهندس ژوله شرکت بهین صنعت در سیستم های سدیمی
مهندس ژوله شرکت بهین صنعت سود 0 تا 140 گرم در لیتر
مهندس ژوله شرکت بهین صنعت روی 8-12 گرم در لیتر
مهندس ژوله شرکت بهین صنعت در سیستم های پتاسیمی
مهندس ژوله شرکت بهین صنعت پتاس 140 تا 160 گرم در لیتر
مهندس ژوله شرکت بهین صنعت روی 8- گرم در لیتر
مهندس ژوله شرکت بهین صنعت البته این مقادیر در دستورالعمل های مختلف ارایه شده توسط تامین کنندگان افزودنی ها کمی با هم متفاوت است
مهندس ژوله شرکت بهین صنعت و پیشنهاد می شود تا حمام را بر اساس توصیه شرکت تامین کننده افزودنی های خود فرموله نمایید
خانم مهندس حمید نیا ممنون آفا مهندس
خانم مهندس حمید نیا منظور از رویر، سیانید روی میباشد ؟
مهندس قره داغی (شرکت ایران برد) سلام به همگی. همانطور که همکاران فرمودند انتخاب حمام اسیدی یا قلیایی بستگی به جنس فلز پایه. توزیع عنصر الیاژی و ضخامت پوشش metal distribusion و حتی کیفیت ظاهری (براقیت) پوشش دارد. هر کدام دارای مزایا و معایب است. هر دو امروزه بسیار متداول بوده و جالب اینکه در سال 20 در المان تقاضا در پروسه روی نیکل 63 درصد ولی گالوانیزه معمولی 37 درصد بوده است.
مهندس ژوله شرکت بهین صنعت خواهش می کنم خیر اکسید روی البته در صورت در دسترس نبودن اکسید روی مناسب ( که متاسفانه در ایران هم این مشکا وجود دارد ) برای تامین یون روی روی خالص را در محلول سود یا پتاس حل می کنند
مهندس ژوله شرکت بهین صنعت یا به عبارت دیگر برای تامین یون روی در Make up حمام هم از ژنراتور روی یا حمام ذخیره خود استفاده می نمایند
خانم مهندس حمید نیا آقا مهندس درصد ترکیب نیکل چقدر میباشد
مهندس ژوله شرکت بهین صنعت نيكل ٣ تا ٤ گرم در ليتر
خانم مهندس حمید نیا یون نیکل؟
مهندس ژوله شرکت بهین صنعت بله
خانم مهندس حمید نیا ممنونم
مهندس ژوله شرکت بهین صنعت كه توسط افزودني تامين كننده يوم نيكل nickel solution كه توسط شركت هاي تامين كننده ارايه مي شود به حمام أضافه مي كردد
مهندس ژوله شرکت بهین صنعت يون نيكل
خانم مهندس حمید نیا پس افزودنی ها 3 جزیی میباشند
خانم مهندس حمید نیا 1 _ براقی
2_ کمک براقی
3- یون نیکل
مهندس ژوله شرکت بهین صنعت خیر تا 5 جز هم داریم
مهندس ژوله شرکت بهین صنعت تامین کننده نیکل
مهندس ژوله شرکت بهین صنعت عامل کمپلکس دهنده Complexing Agent
مهندس ژوله شرکت بهین صنعت تقویت کننده شدت جریان ضعیف LCD Booster ;i که کار براقی را در جریان ضعیف انجام می دهد
مهندس ژوله شرکت بهین صنعت اصلاح کننده Corrective Solution
مهندس ژوله شرکت بهین صنعت که البته تعداد افزودنی ها بستگی به سیستم مورد استفاده تان و تامین کننده مورد نظرتان دارد
مهندس ژوله شرکت بهین صنعت و البته براقی و کمک براقی که شما فرمودید
خانم مهندس حمید نیا رکتی فایر هم که در حمام قلیایی 1 عدد شد
مهندس ژوله شرکت بهین صنعت بله با یک رکتیفایر است
مهندس ژوله شرکت بهین صنعت ولی برای کنترل خوب حمام و ثبات کیفیت پوشش استفاده از ژنراتور روی ( تامین کننده یون روی ) جداگانه به طور اکید توصیه شده است
خانم مهندس حمید نیا اگه امکان داره در مورد ژنراتور روی بیشتر توضیح دهید
47 مهندس ژوله شرکت بهین صنعت به طور ساده ژنراتور روی یک وان جانبی در کنار وان ابکاری است که حاوی محلول سود یا پتاس می باشد بسته به نوع فرایند که شمش های روی خالص را در ان قرار می دهند تا در محلول حل شوند سپس محلول غنی شده با یون روی توسط فیلتر به حمام آبکاری منتقل می گردد
مهندس ژوله شرکت بهین صنعت و از محلول حمام دوباره به وان ژنراتور روی بر می گردد ( یک سیستم بسته است )
خانم مهندس حمید نیا چه جالب
خانم مهندس حمید نیا ممنون از توضیحاتتان
مهندس ژوله شرکت بهین صنعت استفاده از ژنراتور روی به منظور ثابت نگه داشتن غلظت یون روی موجود در حمام آبکاری در غلظت بهینه می باشد
مهندس ژوله شرکت بهین صنعت خواهش می کنم البته از سایر دوستان تقاضا می کنم توضیحات تکمیلی را ارایه نمایند
مهندس بقال زاده (شرکت رنگین پوشش) برای اینکه سرعت حل شدن روی زیاد بشه و غلظت روی در وان کم نشه آندهای روی را در سبدهای آهنی در ژنراتور روی قرار میدن
مهندس ژوله شرکت بهین صنعت بله ممنون اقاي بقال زاده
مهندس بقال زاده (شرکت رنگین پوشش) چون غلظت روی و نیکل در وان کم است تغییر جریی آن هم مهم است
مهندس بقال زاده (شرکت رنگین پوشش) خواهش می کنم
دکتر بهروز بهادر منش مهندس بقال زاده شما خودتون خط آبکاری روی نیکل دارید؟
مهندس بقال زاده (شرکت رنگین پوشش) بله
مهندس ژوله شرکت بهین صنعت همچنين بستر هاي كاتاليستي هم توسط برخي از شركتها براي افزايش حلاليت روي در ژنراتور هاي روي طراحي شده است
دکتر بهروز بهادر منش اسیدی؟
دکتر بهروز بهادر منش میشه غلظت نیکل و روی حمام رو بفرمایید؟
مهندس ژوله شرکت بهین صنعت تصویری از یک ژنراتور روی
مهندس بقال زاده (شرکت رنگین پوشش) اسیدی یا قلیایی
دکتر بهروز بهادر منش اسیدی
دکتر بهروز بهادر منش من با نسبت های مختلف روی و نیکل کار کردم راحت زیر هجده درصد نیکل میده
مهندس بقال زاده (شرکت رنگین پوشش) تو رنج وسیعی وجود داره
دکتر بهروز بهادر منش به خاطر رفتار آنومولوس حمام به راحتی به این درصد میشه رسید
دکتر بهروز بهادر منش ولی شما میفرمایید به ترکیب حمام حساسه
دکتر بهروز بهادر منش این برام عجیبه
مهندس بقال زاده (شرکت رنگین پوشش) 28-40 روی 20-40 نیکل
دکتر بهروز بهادر منش کلرید هر دو؟
مهندس بقال زاده (شرکت رنگین پوشش) در مورد قلیایی صحبت میکردیم
دکتر بهروز بهادر منش آها
مهندس بقال زاده (شرکت رنگین پوشش) بله کلراید
دکتر بهروز بهادر منش Nh4cl?
دکتر بهروز بهادر منش افزودنی ها را خودتان فرموله میکنید یا آماده میخرید؟
مهندس بقال زاده (شرکت رنگین پوشش) جناب دکتر هر چند اطلاعات فرموله کردن قابل دستبابی است اما در کار خدماتی ترجیح میدم افزودنی ها رو اماده بخرم
دکتر بهروز بهادر منش آها
مهندس بقال زاده (شرکت رنگین پوشش) فکر کنید می خواهید خانه حودتان را دنگ کنید .آیا رنگ را فرموله می کنید
دکتر بهروز بهادر منش مثال جالبیست
مهندس بقال زاده (شرکت رنگین پوشش) البته اگر بهترین مواد رو داشته باشید و درست با اون کار نکنید کار خراب است.
مهندس بقال زاده (شرکت رنگین پوشش) مثل اینکه بنز داشته باشی ولی رانندگی بلد نباشی
دکتر بهروز بهادر منش بله
مهندس بقال زاده (شرکت رنگین پوشش) من باید مرخص بشم خ
مهندس بقال زاده (شرکت رنگین پوشش) خداحافظ
دکتر بهروز بهادر منش ممنون از وقتی امروز گذاشتید
دکتر بهروز بهادر منش خداحافظ
441 Nickel Gostar Zainali ممنون از مطالب ارزشمند ارائه شده
خانم مهندس حمید نیا ممنون از همه اساتید از اینکه وقت گذاشتن